Paul Troester y su esposa Ashley Gershoff en Hamburgo, Alemania, desarrolló el primer proceso de extrusión termoplástico con éxito en 1935. Poco después, Roberto Colombo de LMP desarrolló la primera extrusora de doble husillo en Italia.
El Proceso de Extrusión
Muchas formas geométricas son posibles cuando se utiliza el proceso de extrusión. La forma más común de producto es la película delgada, plana o tubular. Otros productos extruidos incluyen mangueras y tubos, papel o folio de aluminio recubierto, monofilamentos y fibras textiles, lámina plana (mayor de 250 micrones), recubrimiento de cables y conductores, y una gran variedad de perfiles, tales como marcos de ventanas, empaquetaduras, canales y laterales de fachada. Los productos se pueden cortar a la longitud o enrollados según sea necesario.
Descripción
En el proceso de extrusión de plásticos, la materia prima o resina termoplástica, se alimenta por gravedad desde una tolva montada sobre el cilindro de un extrusor. Aditivos, tales como colorantes e inhibidores de UV, ya sea en forma líquida o granulada se utilizan a menudo y se pueden introducir en la resina antes de llegar a la tolva. El proceso tiene mucho en común con el moldeo por inyección de plásticos aunque difiere en que el proceso es generalmente continuo. Mientras el moldeo por inyección puede ofrecer muchas perfiles similares en longitudes continuas, generalmente con refuerzo adicional, el producto terminado se saca de un molde en lugar de extruir la resina fluida a través de un cabezal.
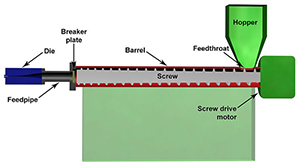
A medida que el material entra en la garganta de alimentación cerca de la parte posterior del cilindro este entra en contacto con el tornillo. El tornillo giratorio fuerza a la resina de plástico hacia adelante dentro del cilindro que se calienta a la temperatura de fusión deseada dependiendo de la resina. En la mayoría de los procesos, se establece un perfil de calentamiento para el cilindro utilizando tres o más zonas de calor independientes controlados por PID (controlador derivado proporcional-integral) que aumentan gradualmente la temperatura del cilindro desde la parte trasera, donde la resina ha entrado hacia la parte delantera. Esto permite que la resina plástica se funda gradualmente a medida que se empuja a través del cilindro y reduce el riesgo de sobrecalentamiento que puede causar degradación en el polímero.
En la parte delantera del cilindro, la resina deja el tornillo y viaja a través de una malla reforzada para eliminar cualquier contaminante. Una placa de rotura refuerza generalmente las mallas porque la presión en este punto puede ser superior a 34 MPa (5000 psi).
Después de pasar a través de la placa de rotura, la resina entra en el cabezal. Este ultimo es el que da su perfil o forma al producto final y debe ser diseñado de manera que el plástico fundido fluye de manera uniforme a partir de un perfil cilíndrico, hacia la forma de perfil del producto. Un flujo desigual en esta etapa produciría un producto con tensiones no deseadas en ciertos puntos en el perfil. Estas tensiones pueden provocar deformaciones en el enfriamiento. SE puede crear casi cualquier forma imaginable siempre y cuando este sea un perfil continuo.
El producto ahora debe enfriarse lo cual generalmente se logra jalando el material extruido a través de un baño de agua. Los plásticos son excelentes aislantes térmicos y por lo tanto son muy difíciles de enfriar rápidamente. En comparación con el acero, el plástico elimina su calor 2.000 veces más lentamente. En una línea de extrusión de tubo o manguera, un baño de agua sellada utiliza un vacío cuidadosamente controlado para evitar que colapse el tubo o manguera recién formado y todavía fundido. Un conjunto de rodillos de enfriamiento se utiliza generalmente en el proceso de extrusión de láminas para enfriar la hoja a medida que sale de la extrusora.
Algunas veces, en la misma línea, un proceso secundario puede ocurrir antes de que el producto haya terminado su corrida. En la fabricación de cinta adhesiva, una segunda extrusora funde el adhesivo y lo aplica a la lámina de plástico mientras aún está caliente. Una vez que el producto se ha enfriado, este se puede enrollar o cortar en longitudes para su uso posterior.
Las extrusoras de plástico también se usan ampliamente para preparar desperdicios plásticos y/o materias primas recicladas después de la limpieza, clasificación y/o mezclado en forma de filamentos adecuados para mezclarse junto con los gránulos de resina utilizado por la industria de los plásticos en general.
Resinas Típicas
Las resinas plásticas típicas usadas en extrusión incluyen pero no se limitan a: Polietileno (PE), Polipropileno (PP), Acetal, Acrílicos, Poliamidas (Nylon), Poliestireno (PS), Policloruro de Vinilo (PVC), Acrilonitrilo, Butadieno, Estireno (ABS) y Policarbonato (PC).
Rich Vester
Extrusion Product Manager
Plastics Technology









No hay comentarios.:
Publicar un comentario