Las tendencias que conforman la industria de los plásticos norteamericana incluyen el uso creciente de software avanzado de diseño digital y fabricación y la creciente automatización de la producción. Los desarrollos recientes proporcionan a las empresas, a través de toda la cadena de producto, más vías para optimizar las operaciones, agilizar la llegada de los productos al mercado y aumentar la competitividad.
El software ha desempeñado, desde hace tiempo, un papel vital en el diseño de productos y del moldes, mientras que la automatización ha sido siempre una forma de aumentar la eficiencia de la producción. Actualmente, la diferencia es que hay más software de diseño que incorpora características de alta tecnología como la simulación y análisis 3-D e incluso la representación de imágenes de realidad virtual. Estas capacidades ayudan a los usuarios a desarrollar y ajustar con precisión, rápidamente, la fabricabilidad de las piezas y moldes antes de gastar dinero cortando acero.
En la automatización, la tendencia principal es que los moldeadores añaden robots cada vez más asequibles a sus líneas. Durante años, los robots eran sistemas especializados, grandes y rápidos, de alto precio y que requerían habilidad para programarlos. En lo que puede llamarse una “democratización de la automatización”, el coste de muchos robots ha ido bajando, haciendo que sean cada vez más asequibles. La programación es también más fácil – en muchos casos puede realizarse con un teléfono inteligente o una tableta. Y en un importante avance, se han desarrollado “robots colaborativos” que son lo bastante seguros para trabajar junto a los humanos y son fáciles de programar.
Hay una serie de factores que influyen en las ventajas del software de diseño y la robótica. Uno es la revolución digital que fomenta la conectividad de las máquinas y datos en toda una fábrica. Otro es el crecimiento de materiales avanzados que pueden combinar propiedades contraintuitivas como una alta resistencia y peso ligero. Dado que, con frecuencia, son necesarios diseños no convencionales para realizar el potencial de estos materiales, los ingenieros necesitan software que les permita desarrollar formas innovadoras.
Repensar el diseño
Los ejemplos de proveedores que persiguen las capacidades avanzadas de fabricación y diseño digital incluyen Siemens, cuyo software PLM (Product Lifecycle Management) NX proporciona múltiples características y ofertas de programas. El software NX es una plataforma a la que diseñadores, moldeadores y fabricantes de utillajes añaden software integrado para aplicaciones en todo el desarrollo de productos.
Entre los programas hay capacidades de diseño con simulaciones 3-D; software que calcula el alabeo, la refrigeración, contracción y deformación en el diseño de utillajes; software de fabricación para desarrollo de moldes; cálculo de costes de utillajes; software NC para máquinas; software CAM para producción; y software de control de calidad.
Siemens afirma que el software NX reduce el tiempo de diseño un 30% de media. Paul Brown, director de marketing senior de la Unidad de Ingeniería de Producto NX, cree que la integración de software permite a los usuarios desplazarse, sin fisuras, del concepto a la cualificación de diseño, desarrollo de moldes y producción de máquinas. Las eficiencias y los ahorros de costes, especialmente en la fabricación de moldes, pueden hacer las empresas más competitivas con las fuentes de moldes deslocalizadas.
Diseño y simulaciones de moldes
Otro proveedor de software avanzado es Dassault Systémes. A través de programas de simulación 3-D como Catia, software de materiales como Solidworks y Delmia, un programa de “pareja digital” para construir líneas de producción, Dassault proporciona capacidades integradas que reducen el tiempo de desarrollo de producto – del 20 al 50% en el caso de Solidworks, afirma Lotfi Derbal, responsable de la gama de productos senior.
Solidworks permite realizar simulaciones, por lo que los diseños pueden optimizarse antes de efectuar las inversiones en moldes y fabricación. En el desarrollo de moldes, Derbal dice que los ingenieros pueden probar canales de refrigeración, equilibrar componentes, comprobar el flujo y evaluar la calidad de las piezas.
Catia suministra programas de simulación 3-D que son orientados al proceso, comenta Fabrice Agnes, director de gestión de la gama de ingeniería. Estos incluyen Plastic Mechanical Designer, que permite interacciones rápidas de diseños, compensa características como rejillas, nerviaciones, refuerzos y salientes, mostrando cómo afectan los cambios al llenado, flujo y otras operaciones. Otra aplicación, Mold and Tooling Designer, permite experimentar con insertos, expulsores, sistemas de refrigeración, líneas separadoras, superficies separadoras y otras características de moldes.
Un desarrollo reciente, que podrá verse en K2016, es Functional Generative Designer, un software que permite optimizar el sistema de refrigeración de un molde, ya sea fabricado mediante mecanizado convencional o con fabricación aditiva (impresión 3-D), para mejorar la producción de piezas y las propiedades.
Robots amigables
La mayoría de los robots son rápidos, repetibles y coherentes. También funcionan alejados del personal, por seguridad. “Un robot potente que puede moverse rápidamente no es apropiado para trabajar junto a humanos,” afirma Sonny Morneault, director de ventas nacional para EE.UU. de Wittmann Battenfeld, que vende robots y equipo primario como prensas de inyección. Morneault cree que aumentará la demanda de robots, principalmente sistemas auxiliares para máquinas, que colocan insertos en moldes, etiquetan piezas y extraen piezas a alta velocidad.
También existe una tendencia hacia los robots colaborativos – plataformas ligeras para montar, cargar y descargar, así como empaquetar, que interactúan con los humanos de forma segura. Los fabrican algunas compañías. Una es Rethink Robotics, con dos modelos: Baxter y Sawyer. Son de bajo coste, ligeros y pueden reprogramarse enseñándoles los movimientos de los brazos y pulsando un botón “Intro” en un terminal. Baxter tiene dos brazos, con 7 grados de libertad. Sawyer tiene un brazo con 7 grados de libertad. Cada uno de ellos levanta hasta 4 kg.
Los empleados desplazan los robots sobre ruedas por toda la planta. Las características incluyen: reconocimiento de la ubicación y configuración automática para trabajados; actuadores por resorte para forzar el control; sensores de brazo que miden la desviación del resorte durante el movimiento y ajustan el motor del brazo para compensarlo; y autoprogramación. También tienen sensores que detectan si un empleado se acerca demasiado; si es así, los robots detienen el funcionamiento. La empresa dice que el retorno de la inversión de los robots, normalmente, es solo de meses.
Los robots convencionales son cada vez más versátiles. Un área citada por Morneault es la obtención y transmisión de los datos de producción. Sin embargo, destaca que pocos clientes utilizan esta tecnología y solo para uso interno.
Los avances en el software de diseño y la robótica ofrecen solo una imagen de la actividad que se está realizando en la industria de los plásticos de Norteamérica. El impacto que tienen y el potencial que crean para los desarrollos como la fábrica del futuro y otras tendencias de mejora de la productividad es considerable. Estas capacidades, que se mostrarán en K 2016, podrían constituir la base para niveles superiores de productividad y economía que seguirá necesitando la industria.
Departamento de prensa K 2016
Eva Rugenstein/Desislava Angelova/Sabrina Giewald
Tel.: +49-211-4560 240
Fax.: +49-211-4560 8548
E-Mail:
RugensteinE@messe-duesseldorf.de
AngelovaD@messe-duesseldorf.de
GiewaldS@messe-duesseldorf.de
22 de octubre de 2016
Los embalajes ligeros con una alta funcionalidad siguen teniendo una gran demanda
Máxima protección del producto con mínimo consumo de material, activación de los impulsos de compra mediante la decoración, eficiencia en la gestión de recursos para la fabricación, almacenamiento y transporte – los requisitos son muy diversos. En K 2016 se presentarán innovaciones en el diseño, la producción y aplicación para los medios de embalaje y procedimientos de fabricación más diversos, las tendencias en los embalajes y una visión resumida de los aspectos más destacados, en las presentaciones concretas de la feria.
“El embalaje del futuro es específico para grupos objetivo, cómodo e inteligente“. Así se indicaba hace ya cinco años en el informe del sector de embalajes de los sindicatos IG Metall e IG Bergbau, Chemie, Energie. Y nada de esto tampoco cambiará en los próximos años
En su informe más reciente “The Future of Global Packaging to 2020“, la británica Smithers Pira, de Leatherhead, describe los embalajes de conveniencia que pueden volver a cerrarse, durabilidades prolongadas, embalajes fáciles de abrir y embalajes “On-The-Go”, así como los temas importantes de tendencias de un sector en crecimiento continuo.
Según Smithers Pira, el mercado mundial debe crecer hasta 2020 de 839.000 mill. USD en el año 2015 una media del 3,5 % a 998.000 mill. USD. La dinámica en el mercado de los embalajes estará impulsada por Asia, pero también por Europa Occidental y Oriental, donde el impulsor del crecimiento serían entre otros, la urbanización progresiva y el tema de la sostenibilidad.
Los embalajes son necesarios en casi todos los sectores, normalmente sirven para proteger el producto y facilitan el almacenamiento y transporte, pero también permiten la diferenciación en el punto de venta y, por ello, son un argumento comercial. En el pasado, las soluciones de embalajes se adaptaban permanentemente a las exigencias del mercado y las necesidades de los clientes.
Son ejemplos de ello las botellas exclusivas, transparentes, para productos de limpieza del hogar, de cuidado corporal y del cabello, frasquitos de plástico brillantes y de alta calidad para perfumes, bandejas de embutición profunda especiales para albergar artículos electrónicos, que protegen contra descargas electrostáticas y que pueden montarse con robot, así como cajas de transporte plegables o películas retráctiles que permiten asegurar la carga en el camión, por mencionar solo algunos.
El sector alimentario es objeto de una atención y tiene una importancia en el mercado que son especialmente importantes dentro del sector de los embalajes. Solo en los países europeos se estropean un 60 % de los alimentos, aproximadamente, lo que podría reducirse considerablemente con los embalajes adecuados. Según una publicación de la sociedad para la investigación de mercado de los embalajes (GVM), la protección del producto supone también una protección del medio ambiente, lo que a su vez es un tema sociopolítico relevante.
Normalmente, las emisiones de CO2 para generar un nuevo alimento, debido a que el primero se estropeó por una protección deficiente del producto, son considerablemente mayor que las emisiones de CO2 para producir un embalaje apropiado que evite que se estropee.
El sector de los embalajes sigue experimentando un boom y con él, los requisitos, las posibilidades y las soluciones innovadoras. El amplio y variado espectro no puede tratarse en un único artículo en todas sus facetas, por lo que a continuación simplemente se tratarán algunos temas y ejemplos, sin pretensiones de exhaustividad.
Un tema que se menciona siempre relacionado con los embalajes de plástico es la salud, donde aquí también, a su vez, se tienen en cuenta muchos aspectos diferentes. Por supuesto, todos los embalajes protectores favorecen la salud de los consumidores, ya que protegen los alimentos de las influencias exteriores. En el sector de las bebidas, la tendencia es añadir en ellas aditivos que favorezcan la salud y que necesitan una protección especial. Un ejemplo de ello son los zumos de frutas con altos contenidos de vitaminas o bebidas deportivas y de fitness con suplementos alimenticios especiales.
Para lograr una conservación prolongada de este tipo de bebidas en las botellas puede utilizarse la tecnología Plasmax de la empresa KHS Plasmax GmbH de Hamburgo. En un procedimiento de plasma de baja presión se acumula óxido de silicio puro, es decir vidrio, en una capa de unos 50 nm de grosor, en la parte interior de una botella de PET. De este modo, la bebida tiene una vida útil más larga, estando protegida de las influencias externas, ayudando a conservar las vitaminas y aditivos.
En comparación con el producto de la competencia que es la botella multicapa, la tecnología Plasmax es algo más cara, pero los costes del material por botella son más económicos, con 1 céntimo por botella. La ventaja principal del procedimiento Plasmax es la reciclabilidad de la botella, que es del 100%.
Otra tendencia en el sector de las bebidas es la de bebidas sanas con trocitos, por ejemplo, agua con trocitos de aloe vera o bebidas lácteas y de yogur con trozos de frutas. Para ello no solo se requieren geometrías de botellas apropiadas, sino también tecnologías de llenado que puedan dosificar las partículas sólidas de forma limpia y precisa.
Los constructores de máquinas, como Krones AG de Neutraubling, se han orientado a ello y con Dosaflex ofrecen sistemas dosificadores especiales para productos de relleno con trocitos, hasta un tamaño de 3x3x3 mm, con una precisión de dosificación de ±0,3 %. A propósito de las bebidas lácteas y de yogur: aquí puede observarse una clara tendencia hacia una oferta cada vez mayor.
Sin embargo, como las bebidas lácteas solo tienen una vida útil limitada, Holland Colors NV de Apeldoorn/ Países Bajos, presenta en K 2016 su nuevo aditivo sólido Holcomer III, que permite fabricar soluciones de embalajes monocapa de PET para leche UHT, ya que ofrece una protección 100 % contra rayos UV y hasta un 99 % de protección contra la luz visible. Una clara ventaja de esta solución es la estructura monocapa, que puede reciclarse mejor que la solución multicapa.
La ligereza como tema de éxito permanente
Sigue siendo especialmente importante el peso de cada solución de embalaje. En este campo han ocurrido muchas cosas en los últimos años. Las ideas y los potenciales de ahorro son diversos. La renuncia a los embalajes exteriores, el uso de embalajes flexibles en lugar de semirrígidos o rígidos, nuevos diseños y la reducción de los grosores de pared.
Así, en el periodo de 1991 a 2013, los embalajes se han hecho un 25 % más ligeros en total. Solo en el año 2013, las reducciones de peso permitieron ahorrar en todo el mundo 1 millón de toneladas de plásticos, a pesar del aumento de las exigencias de funcionalidad. Volviendo nuevamente a las botellas de PET, no solo se redujeron los grosores de pared, sino que se optimizó también el diseño de la base.
Solamente el nuevo diseño de la rosca ahorra unos 2 g de plástico por botella. Para optimizar la base de la botella, la empresa turca Creative Packaging Solutions Ltd. de Balcova-Izmir creó el método Mint-Tec en el que un empujador, después de desmoldear la preforma, entra en ella, sin tocar el cuello, y moldea la base como se desee.
Diseño reciclable desde el principio
Las tendencias mencionadas como ejemplo para las bebidas son aplicables también en casi todas las áreas restantes del sector de alimentación. La reducción del peso es el tema que se menciona siempre primero. Naturalmente, esto se debe a que el ahorro del peso conlleva un ahorro de material y de costes. Pero no es el único motivo. La protección de los recursos es algo que está cada vez más en primer plano y con mayores exigencias, tanto de la legislación como de los consumidores.
Estrechamente vinculadas a ello se encuentran, a su vez, las posibilidades de reciclaje de los embalajes. En Alemania se reciclan actualmente casi todos los embalajes domésticos, de ellos más de la mitad de sus materiales, con un 56 %. Hace unos 20 años era solo el 3 %. En las botellas de PET la cuota es considerablemente mayor, ya que se trata el 98 % del material y se reintroduce en el ciclo de materiales, de modo que actualmente cada botella consta de un 25 % aprox. de regranulados.
Las cuotas de reciclaje de los residuos de embalajes incluso podrían mejorarse si los embalajes se diseñasen desde el principio pensando en el reciclaje. El Dr. Michael Scriba, director general de mtm plastics GmbH de Niedergebra, conoce muy bien los problemas del tratamiento de las poliolefinas, ya que se hace en su empresa. Él cree que deberían utilizarse los plásticos más “puros“, sin compuestos de plásticos y papel, poliolefinas no demasiado pigmentadas o rellenas con creta. Además, el PET debería utilizarse más bien para bandejas de embutición profunda que para botellas, por nombrar solo algunos requisitos para lograr una mejor reciclabilidad de los materiales de los embalajes.
Las películas son cada vez más finas y funcionales desde hace años
Con más del 40 %, las películas son el embalaje de plástico más frecuente, utilizándose principalmente para alimentos, pero por ejemplo también como película con burbujas de aire o retráctil para proteger los artículos. Es muy clara la tendencia a soluciones cada vez más finas y funcionales de las películas. La funcionalidad puede lograrse con los aditivos correspondientes, pero que se logra, casi siempre, con varias capas. Por ello ha aumentado la demanda de cada vez más capas, hasta llegar a las llamadas estructuras de nanocapas con 33 capas. Actualmente, los productos estándar son láminas de 3 y 5 capas, en buena medida también para poder incluir en la capa central materiales más baratos.
Las láminas barrera suelen constar de 7 o más capas. Hosokawa Alpine AG de Augsburgo presentará en la edición de K 2016 de este año un equipo de película soplada de 11 capas para láminas de alta barrera que, además, tiene una estructura especialmente compacta. La ventaja de las películas multicapa es, normalmente, una reducción del grosor en comparación con los productos monocapa, gracias a las capas funcionales. El grosor de capa puede reducirse con la misma funcionalidad, pero también mediante estiraje.
El fabricante Reifenhäuser Blown Film, de Troisdorf, presentará en la feria la unidad Evolution Ultra Stretch, especialmente para ello, que se instala directamente en la torre de soplado. Gracias a la unidad de estiraje, las láminas de embalaje prensado para pañales son de 50 en vez de 70 µm o las películas retráctiles de ensilaje pueden fabricarse, con el mismo espectro de propiedades, con grosores de 19 en vez de 25 µm, y con ello un 30 % menores.
La eficiencia es un tema fundamental en el moldeo por inyección
Para fabricar medios de embalaje de moldeo por inyección, la reducción de grosores y ahorro de materiales son temas clave, al igual que las optimizaciones de tiempo de ciclo y el incremento de la eficiencia. Esto se pone claramente de manifiesto en la edición de K de este año, por ejemplo, la empresa suiza Netstal Maschinen AG de Näfel, presenta una máquina de moldeo por inyección de alto rendimiento con unidad de cierre eléctrica, que fabrica más de 43.000 tapas redondas por hora con un peso por pieza de 7 g.
El In-mould-Labeling (IML) forma parte, desde hace tiempo, de los procedimientos de decoración conocidos para artículos de moldeo por inyección. Sumitomo (SHI) Demag Plastics Machinery GmbH de Schwaig presenta con su El-Exis SP 200 la máquina más rápida para fabricar botes decorados, alcanzando un tiempo de ciclo inferior a 2 s.
Un procedimiento con el que los embalajes moldeados por inyección pueden hacerse todavía más finos y ligeros es la técnica de inyección/ compresión, que se ha establecido cada vez más en el sector. Este proceso se diferencia del moldeo por inyección convencional en que se compensa la contracción sin inyectar material adicional en la fase de moldeo por compresión. Con el llamado procedimiento ICM, en lugar de ello se utiliza un proceso de compresión, es decir, un desplazamiento en el lado del útil. De este modo puede lograrse un ahorro de hasta un 20% de material. Netstal fabricará en la feria un embalaje de margarina de PP que solo pesa 10,7 g.
El sector muestra una gran capacidad de innovación
Como ya se ha mencionado, en un artículo no pueden tratarse todas las tendencias y novedades, pero vamos a mencionar un par:
De este modo pueden fabricarse soluciones de embalajes especialmente atractivas.
También existe una posibilidad para los artículos de embalajes moldeados por inyección y de embutición profunda, con el método ibt de la empresa Cavonic GmbH de Engen; se aplica una capa de plasma de baja presión similar a vidrio y de este modo se mejora la vida útil de los alimentos como, por ejemplo, untables de frutas, alimentos infantiles o productos lácteos, también en monocascos transparentes.
Las coquillas IML de embutición profunda pueden fabricarse mediante moldeo por inyección, de forma económica, con la técnica de máquinas correspondiente. De este modo, Illig Maschinenbau GmbH & Co. KG de Heilbronn ofrece sistemas de termoconformado, las coquillas más ligeras pueden fabricarse más rápidamente y, de este modo, generan unos costes de producción de 43,80 EUR por 1.000 unidades, mientras que las mismas coquillas con el procedimiento de moldeo por inyección IML costarían 51,60 EUR.
De este modo, K 2016 ofrecerá en octubre a las personas interesadas en los medios de embalaje muchas novedades, como lo hará medio año más tarde interpack 2017 al sector del empaquetado.
Oficina de prensa K 2016
Eva Rugenstein/Desislava Angelova/Sabrina Giewald
Tel.: +49-211-4560 240
Fax: +49-211-4560 8548
E-Mail:
RugensteinE@messe-duesseldorf.de
AngelovaD@messe-duesseldorf.de
GiewaldS@messe-duesseldorf.de
“El embalaje del futuro es específico para grupos objetivo, cómodo e inteligente“. Así se indicaba hace ya cinco años en el informe del sector de embalajes de los sindicatos IG Metall e IG Bergbau, Chemie, Energie. Y nada de esto tampoco cambiará en los próximos años
En su informe más reciente “The Future of Global Packaging to 2020“, la británica Smithers Pira, de Leatherhead, describe los embalajes de conveniencia que pueden volver a cerrarse, durabilidades prolongadas, embalajes fáciles de abrir y embalajes “On-The-Go”, así como los temas importantes de tendencias de un sector en crecimiento continuo.
Según Smithers Pira, el mercado mundial debe crecer hasta 2020 de 839.000 mill. USD en el año 2015 una media del 3,5 % a 998.000 mill. USD. La dinámica en el mercado de los embalajes estará impulsada por Asia, pero también por Europa Occidental y Oriental, donde el impulsor del crecimiento serían entre otros, la urbanización progresiva y el tema de la sostenibilidad.
 |
| Foto 1: Las impresiones individuales que prácticamente pueden crearse pulsando un botón son una de las tendencias de decoración del sector (Foto: Krones) |
Son ejemplos de ello las botellas exclusivas, transparentes, para productos de limpieza del hogar, de cuidado corporal y del cabello, frasquitos de plástico brillantes y de alta calidad para perfumes, bandejas de embutición profunda especiales para albergar artículos electrónicos, que protegen contra descargas electrostáticas y que pueden montarse con robot, así como cajas de transporte plegables o películas retráctiles que permiten asegurar la carga en el camión, por mencionar solo algunos.
El sector alimentario es objeto de una atención y tiene una importancia en el mercado que son especialmente importantes dentro del sector de los embalajes. Solo en los países europeos se estropean un 60 % de los alimentos, aproximadamente, lo que podría reducirse considerablemente con los embalajes adecuados. Según una publicación de la sociedad para la investigación de mercado de los embalajes (GVM), la protección del producto supone también una protección del medio ambiente, lo que a su vez es un tema sociopolítico relevante.
Normalmente, las emisiones de CO2 para generar un nuevo alimento, debido a que el primero se estropeó por una protección deficiente del producto, son considerablemente mayor que las emisiones de CO2 para producir un embalaje apropiado que evite que se estropee.
El sector de los embalajes sigue experimentando un boom y con él, los requisitos, las posibilidades y las soluciones innovadoras. El amplio y variado espectro no puede tratarse en un único artículo en todas sus facetas, por lo que a continuación simplemente se tratarán algunos temas y ejemplos, sin pretensiones de exhaustividad.
Un tema que se menciona siempre relacionado con los embalajes de plástico es la salud, donde aquí también, a su vez, se tienen en cuenta muchos aspectos diferentes. Por supuesto, todos los embalajes protectores favorecen la salud de los consumidores, ya que protegen los alimentos de las influencias exteriores. En el sector de las bebidas, la tendencia es añadir en ellas aditivos que favorezcan la salud y que necesitan una protección especial. Un ejemplo de ello son los zumos de frutas con altos contenidos de vitaminas o bebidas deportivas y de fitness con suplementos alimenticios especiales.
Para lograr una conservación prolongada de este tipo de bebidas en las botellas puede utilizarse la tecnología Plasmax de la empresa KHS Plasmax GmbH de Hamburgo. En un procedimiento de plasma de baja presión se acumula óxido de silicio puro, es decir vidrio, en una capa de unos 50 nm de grosor, en la parte interior de una botella de PET. De este modo, la bebida tiene una vida útil más larga, estando protegida de las influencias externas, ayudando a conservar las vitaminas y aditivos.
En comparación con el producto de la competencia que es la botella multicapa, la tecnología Plasmax es algo más cara, pero los costes del material por botella son más económicos, con 1 céntimo por botella. La ventaja principal del procedimiento Plasmax es la reciclabilidad de la botella, que es del 100%.
Otra tendencia en el sector de las bebidas es la de bebidas sanas con trocitos, por ejemplo, agua con trocitos de aloe vera o bebidas lácteas y de yogur con trozos de frutas. Para ello no solo se requieren geometrías de botellas apropiadas, sino también tecnologías de llenado que puedan dosificar las partículas sólidas de forma limpia y precisa.
Los constructores de máquinas, como Krones AG de Neutraubling, se han orientado a ello y con Dosaflex ofrecen sistemas dosificadores especiales para productos de relleno con trocitos, hasta un tamaño de 3x3x3 mm, con una precisión de dosificación de ±0,3 %. A propósito de las bebidas lácteas y de yogur: aquí puede observarse una clara tendencia hacia una oferta cada vez mayor.
Sin embargo, como las bebidas lácteas solo tienen una vida útil limitada, Holland Colors NV de Apeldoorn/ Países Bajos, presenta en K 2016 su nuevo aditivo sólido Holcomer III, que permite fabricar soluciones de embalajes monocapa de PET para leche UHT, ya que ofrece una protección 100 % contra rayos UV y hasta un 99 % de protección contra la luz visible. Una clara ventaja de esta solución es la estructura monocapa, que puede reciclarse mejor que la solución multicapa.
La ligereza como tema de éxito permanente
Sigue siendo especialmente importante el peso de cada solución de embalaje. En este campo han ocurrido muchas cosas en los últimos años. Las ideas y los potenciales de ahorro son diversos. La renuncia a los embalajes exteriores, el uso de embalajes flexibles en lugar de semirrígidos o rígidos, nuevos diseños y la reducción de los grosores de pared.
Así, en el periodo de 1991 a 2013, los embalajes se han hecho un 25 % más ligeros en total. Solo en el año 2013, las reducciones de peso permitieron ahorrar en todo el mundo 1 millón de toneladas de plásticos, a pesar del aumento de las exigencias de funcionalidad. Volviendo nuevamente a las botellas de PET, no solo se redujeron los grosores de pared, sino que se optimizó también el diseño de la base.
Solamente el nuevo diseño de la rosca ahorra unos 2 g de plástico por botella. Para optimizar la base de la botella, la empresa turca Creative Packaging Solutions Ltd. de Balcova-Izmir creó el método Mint-Tec en el que un empujador, después de desmoldear la preforma, entra en ella, sin tocar el cuello, y moldea la base como se desee.
Diseño reciclable desde el principio
 |
| Foto 2: Las coquillas IML de embutición profunda tienen ventajas respecto a las de moldeo por inyección: pueden fabricarse más finas y más rápidamente y por ello son más económicas (Foto: Illig) |
Estrechamente vinculadas a ello se encuentran, a su vez, las posibilidades de reciclaje de los embalajes. En Alemania se reciclan actualmente casi todos los embalajes domésticos, de ellos más de la mitad de sus materiales, con un 56 %. Hace unos 20 años era solo el 3 %. En las botellas de PET la cuota es considerablemente mayor, ya que se trata el 98 % del material y se reintroduce en el ciclo de materiales, de modo que actualmente cada botella consta de un 25 % aprox. de regranulados.
Las cuotas de reciclaje de los residuos de embalajes incluso podrían mejorarse si los embalajes se diseñasen desde el principio pensando en el reciclaje. El Dr. Michael Scriba, director general de mtm plastics GmbH de Niedergebra, conoce muy bien los problemas del tratamiento de las poliolefinas, ya que se hace en su empresa. Él cree que deberían utilizarse los plásticos más “puros“, sin compuestos de plásticos y papel, poliolefinas no demasiado pigmentadas o rellenas con creta. Además, el PET debería utilizarse más bien para bandejas de embutición profunda que para botellas, por nombrar solo algunos requisitos para lograr una mejor reciclabilidad de los materiales de los embalajes.
Las películas son cada vez más finas y funcionales desde hace años
 |
| Foto 3: Gracias al proceso de inyección/ compresión, los botes fabricados por el procedimiento IML solo pesan 10,7 g, se fabrican en vivo en K (Foto: Netstal) |
Las láminas barrera suelen constar de 7 o más capas. Hosokawa Alpine AG de Augsburgo presentará en la edición de K 2016 de este año un equipo de película soplada de 11 capas para láminas de alta barrera que, además, tiene una estructura especialmente compacta. La ventaja de las películas multicapa es, normalmente, una reducción del grosor en comparación con los productos monocapa, gracias a las capas funcionales. El grosor de capa puede reducirse con la misma funcionalidad, pero también mediante estiraje.
El fabricante Reifenhäuser Blown Film, de Troisdorf, presentará en la feria la unidad Evolution Ultra Stretch, especialmente para ello, que se instala directamente en la torre de soplado. Gracias a la unidad de estiraje, las láminas de embalaje prensado para pañales son de 50 en vez de 70 µm o las películas retráctiles de ensilaje pueden fabricarse, con el mismo espectro de propiedades, con grosores de 19 en vez de 25 µm, y con ello un 30 % menores.
La eficiencia es un tema fundamental en el moldeo por inyección
Para fabricar medios de embalaje de moldeo por inyección, la reducción de grosores y ahorro de materiales son temas clave, al igual que las optimizaciones de tiempo de ciclo y el incremento de la eficiencia. Esto se pone claramente de manifiesto en la edición de K de este año, por ejemplo, la empresa suiza Netstal Maschinen AG de Näfel, presenta una máquina de moldeo por inyección de alto rendimiento con unidad de cierre eléctrica, que fabrica más de 43.000 tapas redondas por hora con un peso por pieza de 7 g.
El In-mould-Labeling (IML) forma parte, desde hace tiempo, de los procedimientos de decoración conocidos para artículos de moldeo por inyección. Sumitomo (SHI) Demag Plastics Machinery GmbH de Schwaig presenta con su El-Exis SP 200 la máquina más rápida para fabricar botes decorados, alcanzando un tiempo de ciclo inferior a 2 s.
Un procedimiento con el que los embalajes moldeados por inyección pueden hacerse todavía más finos y ligeros es la técnica de inyección/ compresión, que se ha establecido cada vez más en el sector. Este proceso se diferencia del moldeo por inyección convencional en que se compensa la contracción sin inyectar material adicional en la fase de moldeo por compresión. Con el llamado procedimiento ICM, en lugar de ello se utiliza un proceso de compresión, es decir, un desplazamiento en el lado del útil. De este modo puede lograrse un ahorro de hasta un 20% de material. Netstal fabricará en la feria un embalaje de margarina de PP que solo pesa 10,7 g.
El sector muestra una gran capacidad de innovación
Como ya se ha mencionado, en un artículo no pueden tratarse todas las tendencias y novedades, pero vamos a mencionar un par:
- No debe pasarse por alto el creciente interés en la fabricación de embalajes para alimentos de plásticos biodegradables, se lanzan continuamente nuevos productos de este tipo al mercado.
- El Direct Printing es un procedimiento con el que los embalajes de plástico y también las tapas pueden imprimirse directamente sin manga. En el procedimiento de impresión digital puede modificarse la imagen impresa prácticamente pulsando un botón y aplicarla directamente, algo que contribuye decisivamente a la personalización. Cada artículo podría imprimirse diferente.
De este modo pueden fabricarse soluciones de embalajes especialmente atractivas.
También existe una posibilidad para los artículos de embalajes moldeados por inyección y de embutición profunda, con el método ibt de la empresa Cavonic GmbH de Engen; se aplica una capa de plasma de baja presión similar a vidrio y de este modo se mejora la vida útil de los alimentos como, por ejemplo, untables de frutas, alimentos infantiles o productos lácteos, también en monocascos transparentes.
Las coquillas IML de embutición profunda pueden fabricarse mediante moldeo por inyección, de forma económica, con la técnica de máquinas correspondiente. De este modo, Illig Maschinenbau GmbH & Co. KG de Heilbronn ofrece sistemas de termoconformado, las coquillas más ligeras pueden fabricarse más rápidamente y, de este modo, generan unos costes de producción de 43,80 EUR por 1.000 unidades, mientras que las mismas coquillas con el procedimiento de moldeo por inyección IML costarían 51,60 EUR.
De este modo, K 2016 ofrecerá en octubre a las personas interesadas en los medios de embalaje muchas novedades, como lo hará medio año más tarde interpack 2017 al sector del empaquetado.
Oficina de prensa K 2016
Eva Rugenstein/Desislava Angelova/Sabrina Giewald
Tel.: +49-211-4560 240
Fax: +49-211-4560 8548
E-Mail:
RugensteinE@messe-duesseldorf.de
AngelovaD@messe-duesseldorf.de
GiewaldS@messe-duesseldorf.de
Impresión en 3D en paralelo en lugar de secuencial: Producción en serie económica para la fabricación aditiva del futuro
Concept Laser introduce una nueva arquitectura de máquinas modular y libremente interconectable con numerosas innovaciones
La estrategia de la Industria 4.0 tiene un impacto tangible en la impresión metálica en 3D. Con la nueva tecnología de instalaciones de impresión metálica en 3D y la visión de la ‘AM Factory of Tomorrow’ que se esconde tras ella, Concept Laser lleva la fabricación aditiva (AM) de metales al nivel de una fábrica inteligente. Este enfoque, nuevo, modular y flexible, permite la fabricación industrial en serie automatizada, digitalizada e interconectada. El concepto básico es el desacoplamiento de la preproducción y la producción.
La estrategia de la Industria 4.0 tiene un impacto tangible en la impresión metálica en 3D. Con la nueva tecnología de instalaciones de impresión metálica en 3D y la visión de la ‘AM Factory of Tomorrow’ que se esconde tras ella, Concept Laser lleva la fabricación aditiva (AM) de metales al nivel de una fábrica inteligente. Este enfoque, nuevo, modular y flexible, permite la fabricación industrial en serie automatizada, digitalizada e interconectada. El concepto básico es el desacoplamiento de la preproducción y la producción.
Ambas tareas se pueden realizar ahora en paralelo y separadas físicamente la una de la otra. Bajo el punto de vista de la empresa de Lichtenfels, el lema del futuro es ‘paralelo’ en lugar de ‘secuencial’. La fabricación aditiva será más rápida, económica e industrial gracias al abandono de las soluciones autónomas. La flexibilidad y la disponibilidad aumentan y ahora la fabricación se puede escalar para cada tarea de forma óptima. La nueva arquitectura de máquinas de Concept Laser es el punto de partida y la base de la ‘AM Factory of Tomorrow’ para la producción en serie económica de piezas metálicas.
La nueva arquitectura de máquinas de Concept Laser, ambiciosa en la optimización de la cadena de procesos digital, promete ser un nuevo hito de la impresión metálica industrial en 3D. Con la integración en el entorno de máquinas, el desacoplamiento y la automatización de las etapas del proceso, los tiempos de procesamiento hasta la pieza lista en 3D se reducen enormemente. Oliver Edelmann, jefe de Distribución y Marketing, explica: “Como empresa pionera, Concept Laser presenta una vez más soluciones diferentes de las de la competencia. Y esto es algo bueno.
La nueva arquitectura de máquinas de Concept Laser, ambiciosa en la optimización de la cadena de procesos digital, promete ser un nuevo hito de la impresión metálica industrial en 3D. Con la integración en el entorno de máquinas, el desacoplamiento y la automatización de las etapas del proceso, los tiempos de procesamiento hasta la pieza lista en 3D se reducen enormemente. Oliver Edelmann, jefe de Distribución y Marketing, explica: “Como empresa pionera, Concept Laser presenta una vez más soluciones diferentes de las de la competencia. Y esto es algo bueno.
Con la nueva arquitectura de máquinas, Concept Laser establece de nuevo un hito y un referente en la fabricación aditiva de piezas metálicas. Este enfoque abre caminos completamente nuevos y permite una producción en serie económica. Queremos aumentar considerablemente el valor añadido de nuestros usuarios”. Con varias características exclusivas, la empresa de Lichtenfels quiere revolucionar la impresión metálica industrial en 3D.
 |
| Oliver Edelmann, jefe de distribución y marketing, explica: “Como empresa pionera, Concept Laser presenta una vez más soluciones diferentes de las de la competencia. Y esto es algo bueno. Con la nueva arquitectura de máquinas, Concept Laser establece de nuevo un hito y un referente en la fabricación aditiva de piezas metálicas. Este enfoque abre caminos completamente nuevos y permite una producción en serie económica. Queremos aumentar considerablemente el valor añadido de nuestros usuarios”. Foto: Concept Laser. |
Único: espacio de construcción de 400 x 400 x >400 mm3 con una potencia láser de hasta 4 x 1.000 W
Después de la Formnext powered by TCT 2016, el próximo objetivo de Concept Laser será la disponibilidad comercial de la nueva arquitectura de máquinas, basada en la visión de la ‘AM Factory of Tomorrow’. En el futuro, la pionera Concept Laser ofrecerá estaciones independientes para el proceso de construcción. Estas disponen de un espacio de construcción de 400 x 400 x >400 mm3 equipado con entre uno y cuatro sistemas láser con tecnología multiláser y diámetros del foco variables con fuentes láser de entre 400 y 1.000 W.
Después de la Formnext powered by TCT 2016, el próximo objetivo de Concept Laser será la disponibilidad comercial de la nueva arquitectura de máquinas, basada en la visión de la ‘AM Factory of Tomorrow’. En el futuro, la pionera Concept Laser ofrecerá estaciones independientes para el proceso de construcción. Estas disponen de un espacio de construcción de 400 x 400 x >400 mm3 equipado con entre uno y cuatro sistemas láser con tecnología multiláser y diámetros del foco variables con fuentes láser de entre 400 y 1.000 W.
Aquí se demuestra la gran potencia de las instalaciones de Concept Laser, que abre nuevos caminos para la fabricación en serie industrial. También hay integrado un sistema de escáner en 3D que permite ajustar el punto del láser en tiempo real con diámetros de entre 50 y 500 µm. La redundancia del láser permite que, en caso de que falle un láser, los tres restantes sigan cubriendo toda la placa de construcción, para que así el trabajo se pueda terminar a pesar de todo.
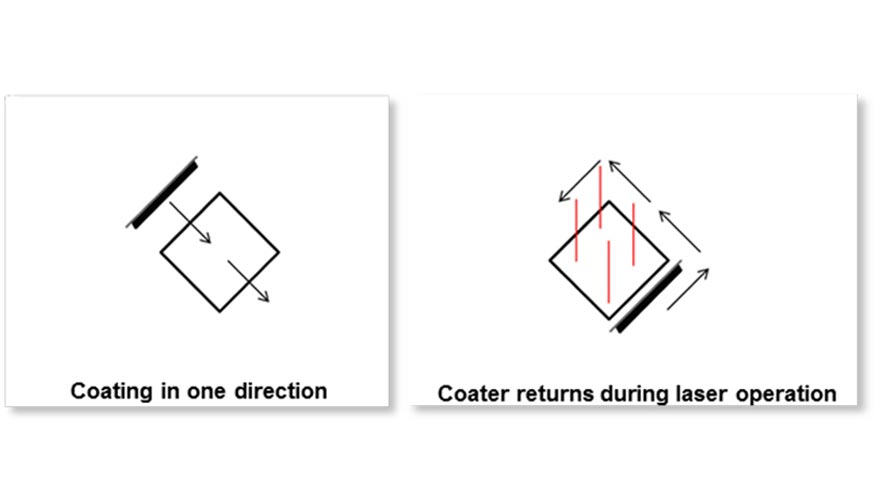 |
| Representación esquemática del nuevo proceso de revestimiento con dos ejes: el revestidor se puede exponer al mismo tiempo que efectúa el recorrido de retorno. Además de ahorrar tiempo, esto proporciona un proceso de revestimiento limpio, ya que este se lleva a cabo en una sola dirección. Foto: Concept Laser. |
Nuevo proceso de revestimiento y sistema de cambio de herramientas
El nuevo diseño de la instalación dispone de un sistema de revestimiento innovador de dos ejes, que permite realizar el retorno del revestidor en paralelo a la exposición. Esta doble función ahorra muchísimo tiempo en el proceso de revestimiento y no presenta los problemas habituales con las salpicaduras de soldeo que suelen tener los sistemas que revisten en ambos sentidos.
El nuevo diseño de la instalación dispone de un sistema de revestimiento innovador de dos ejes, que permite realizar el retorno del revestidor en paralelo a la exposición. Esta doble función ahorra muchísimo tiempo en el proceso de revestimiento y no presenta los problemas habituales con las salpicaduras de soldeo que suelen tener los sistemas que revisten en ambos sentidos.
Este enfoque innovador aúna las ventajas de un uso inteligente de la tecnología multiláser con el afán por conseguir la máxima calidad. Las cuchillas del revestidor, que pueden ser de goma, acero o carbón, se pueden cambiar automáticamente durante el proceso de construcción. El sistema de cambio de herramientas automatizado, como en la tecnología de máquinas CNC, promete un alto nivel de flexibilidad y ahorro de tiempo al preparar la máquina. Además, reduce el manejo manual del operador.
 |
| Idea central de la nueva arquitectura de instalaciones de Concept Laser: el desacoplamiento de las unidades de manipulación y proceso. Foto: Concept Laser. |
Desacoplamiento de la preproducción y la producción
La nueva arquitectura de máquinas está caracterizada esencialmente por un desacoplamiento de la preproducción, la producción y la posproducción. Esto incluye, entre otras cosas, una carga flexible de la máquina y una separación espacial de los procesos de equipamiento y desarme. El objetivo era coordinar los componentes del proceso de forma más específica mediante interfaces y aumentar la flexibilidad del diseño del proceso para lograr un enfoque integral.
La nueva arquitectura de máquinas está caracterizada esencialmente por un desacoplamiento de la preproducción, la producción y la posproducción. Esto incluye, entre otras cosas, una carga flexible de la máquina y una separación espacial de los procesos de equipamiento y desarme. El objetivo era coordinar los componentes del proceso de forma más específica mediante interfaces y aumentar la flexibilidad del diseño del proceso para lograr un enfoque integral.
Esto se consigue gracias a la estructura modular de las estaciones de manipulación y las unidades de construcción y proceso, que promete mucha más flexibilidad y disponibilidad en lo que se refiere a combinación e interconexión. También será posible manipular mejor y, finalmente, más económicamente, la variedad de materiales existente gracias a una combinación mejor calculada de estos módulos. Así, con ayuda de los módulos, el usuario podrá personalizar la tarea de producción con gran precisión respecto a la geometría de la pieza o al material.
En resumen, aumentarán considerablemente la eficiencia y la disponibilidad del sistema de producción, a la vez que se reducirá significativamente la necesidad de espacio. Los simulacros de escenarios de producción han demostrado que el espacio requerido puede disminuir hasta un 85 por ciento en comparación con las posibilidades actuales. Además, la potencia láser por metro cuadrado de superficie utilizada se multiplicará por siete.
 |
| Opción de combinar una estación de manipulación con dos de proceso. Foto: Concept Laser. |
Módulos desplazables como vínculo
El aprovisionamiento de material, la unidad de proceso y la unidad de recogida del material sobrante estaban hasta ahora unidos de manera fija. Esto implicaba que, por ejemplo, al suministrar nuevo polvo, se tenía que interrumpir el proceso de construcción, lo que daba como resultado los consabidos tiempos muertos. El nuevo enfoque prevé una separación de estas tres áreas en módulos individuales, que son independientes y se pueden controlar por separado. Los módulos se mueven a través de un sistema de túnel en el interior de la estación de proceso o manipulación.
El aprovisionamiento de material, la unidad de proceso y la unidad de recogida del material sobrante estaban hasta ahora unidos de manera fija. Esto implicaba que, por ejemplo, al suministrar nuevo polvo, se tenía que interrumpir el proceso de construcción, lo que daba como resultado los consabidos tiempos muertos. El nuevo enfoque prevé una separación de estas tres áreas en módulos individuales, que son independientes y se pueden controlar por separado. Los módulos se mueven a través de un sistema de túnel en el interior de la estación de proceso o manipulación.
Así se puede, por ejemplo, al suministrar nuevo polvo, reemplazar inmediatamente el módulo vacío del aprovisionamiento por uno nuevo de forma automatizada, sin tener que interrumpir el proceso de construcción. Incluso los trabajos de construcción terminados ahora se pueden transportar con el módulo propio fuera de la máquina y reemplazarlos por un nuevo módulo preparado, de manera que la producción se puede reanudar de inmediato. Cabe destacar la interconexión directa de estos módulos sin tubos, así como su identificación mediante interfaces RFID.
De esta forma, se consigue un flujo seguro con grandes caudales de material, así como flexibilidad en los casos en que haya que suministrar y procesar diferentes tipos de material en el proceso de construcción. Concept Laser prevé fábricas de fabricación aditiva automatizadas en su mayor parte, en las que el transporte de material o de módulos enteros se podría realizar con sistemas sin conductor. Este será el paso siguiente del desarrollo.
La fabricación aditiva se puede automatizar al máximo. Un flujo de material automatizado implica una necesidad de personal baja y una reducción considerable de la carga para el operario, ya que los módulos llenos de polvo pueden llegar a pesar varios cientos de kilogramos.
 |
| Varias estaciones de manipulación pueden formar una unidad central de preparación del polvo metálico. Foto: Concept Laser. |
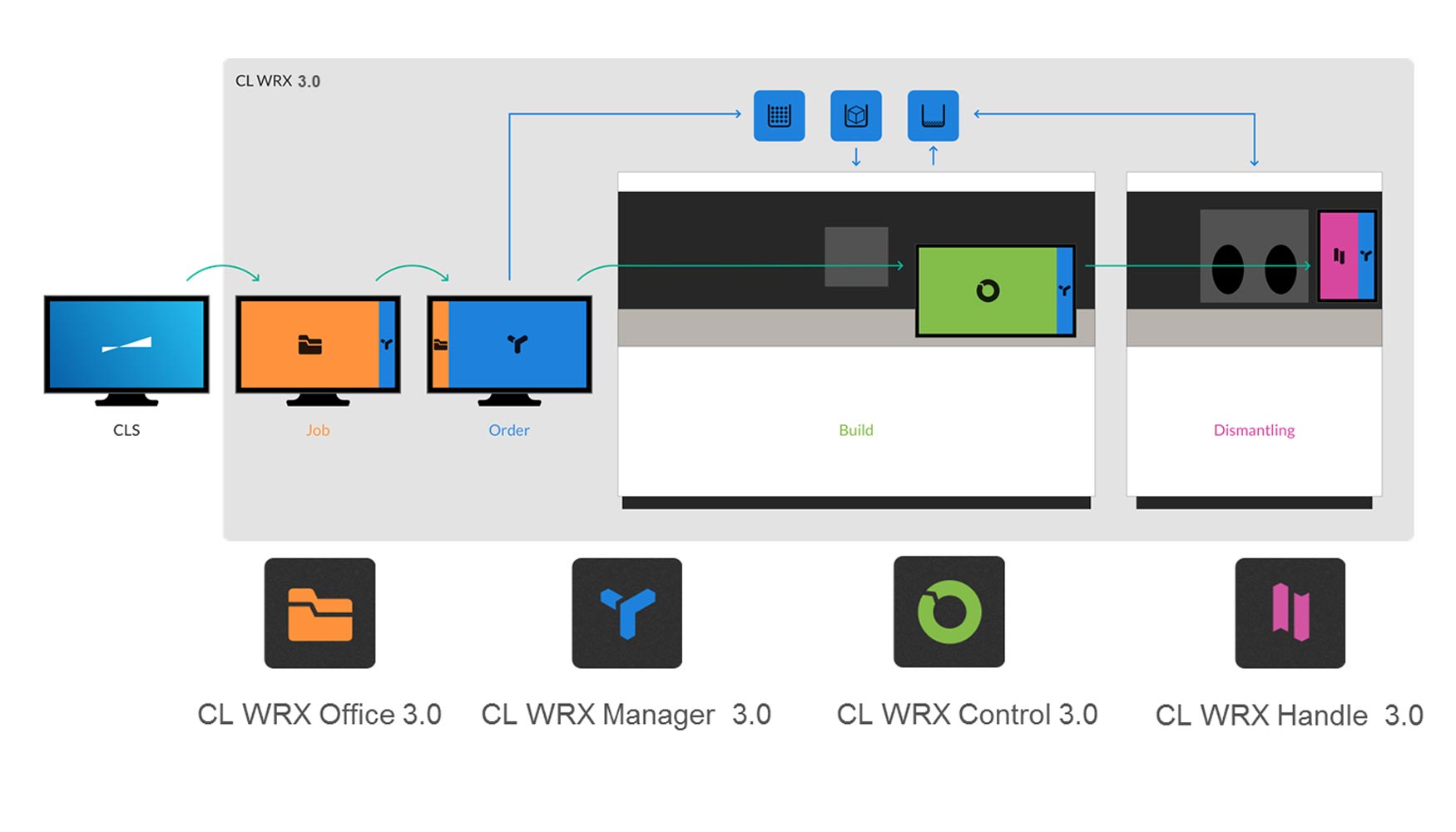
Nueva arquitectura de software: supervisión transparente del proceso con el software CL WRX 3.0
Para controlar y supervisar los componentes de la instalación y el flujo de datos se ha diseñado una nueva arquitectura de software que combina un RDM (registro de datos de la máquina) con un RDS (registro de datos de servicio). Al mismo tiempo, organiza un flujo de datos a través de toda la cadena de proceso digital. CL WRX significa Concept Laser Works.
Para controlar y supervisar los componentes de la instalación y el flujo de datos se ha diseñado una nueva arquitectura de software que combina un RDM (registro de datos de la máquina) con un RDS (registro de datos de servicio). Al mismo tiempo, organiza un flujo de datos a través de toda la cadena de proceso digital. CL WRX significa Concept Laser Works.
La herramienta integrada ofrece a los empleados de la fabricación aditiva una supervisión transparente, una configuración activa y una automatización de los procesos, así como la documentación de las piezas. Registrar rápidamente los datos característicos relevantes de un proceso altamente dinámico es siempre muy importante para el operario.
De esta manera, se puede ver la cantidad de polvo que queda, comprobar el progreso de la construcción, interpretar los mensajes de error o ver de antemano los trabajos de mantenimiento pendientes. Al mismo tiempo, el CL WRX 3.0 ofrece interfaces para datos entrantes en formato CLS, tareas de automatización e interconexiones con sistemas ERP de la empresa. Así, la fabricación aditiva se integra en el entorno operativo.
 |
| Flujo de trabajo de los módulos del software CL WRX 3.0. Foto: Concept Laser. |
Conclusión
Con cuatro características innovadoras, la ‘AM Factory of Tomorrow’ de Concept Laser gana puntos: la nueva arquitectura de máquinas destaca por su gran espacio de construcción de 400 x 400 x >400 mm3, una potencia láser máxima de 4 x 1.000 W, un nuevo proceso de revestimiento que ahorra tiempo y un sistema de cambio de herramientas automático. Sin embargo, el elemento principal es la modularidad y la flexibilidad de la nueva solución de máquinas que de ella se desprende.
Con cuatro características innovadoras, la ‘AM Factory of Tomorrow’ de Concept Laser gana puntos: la nueva arquitectura de máquinas destaca por su gran espacio de construcción de 400 x 400 x >400 mm3, una potencia láser máxima de 4 x 1.000 W, un nuevo proceso de revestimiento que ahorra tiempo y un sistema de cambio de herramientas automático. Sin embargo, el elemento principal es la modularidad y la flexibilidad de la nueva solución de máquinas que de ella se desprende.
Las estaciones de proceso y manipulación se pueden combinar como se desee, aunque también se pueden separar físicamente las unas de las otras. Con ello, se pueden interconectar y combinar libremente cada una de las máquinas o sus elementos. De esta manera se consigue una mayor flexibilidad y disponibilidad con una reducción significativa de la necesidad de espacio y una potencia láser bastante mayor por metro cuadrado de superficie utilizada.
Además de la interconexión, la automatización es otro elemento clave. Los procesos que hasta ahora eran manuales, como el suministro de nuevo polvo metálico o el acabado de las piezas, así como los tiempos de parada que estos conllevan, se reducen al mínimo. Los módulos, que, por ejemplo, suministran nuevo material a las máquinas o que envían los trabajos de construcción finalizados a las etapas de fabricación posteriores, se mueven automáticamente a la posición requerida. De esta manera, se consigue ahorrar tiempo y costes, lo que garantiza el nivel de rentabilidad deseado en la producción en serie.
La nueva arquitectura de máquinas conduce al escenario esencial de la ‘AM Factory of Tomorrow’, que también prevé una interconexión con métodos de fabricación clásicos, por ejemplo, en el procesamiento posterior de las piezas. El concepto pone en práctica consecuentemente la idea básica de la Industria 4.0 en dirección a una ‘fábrica inteligente’ y satisface la exigencia de la industria de contar con soluciones para máquinas interconectadas para la producción en serie económica de piezas metálicas con fabricación aditiva.
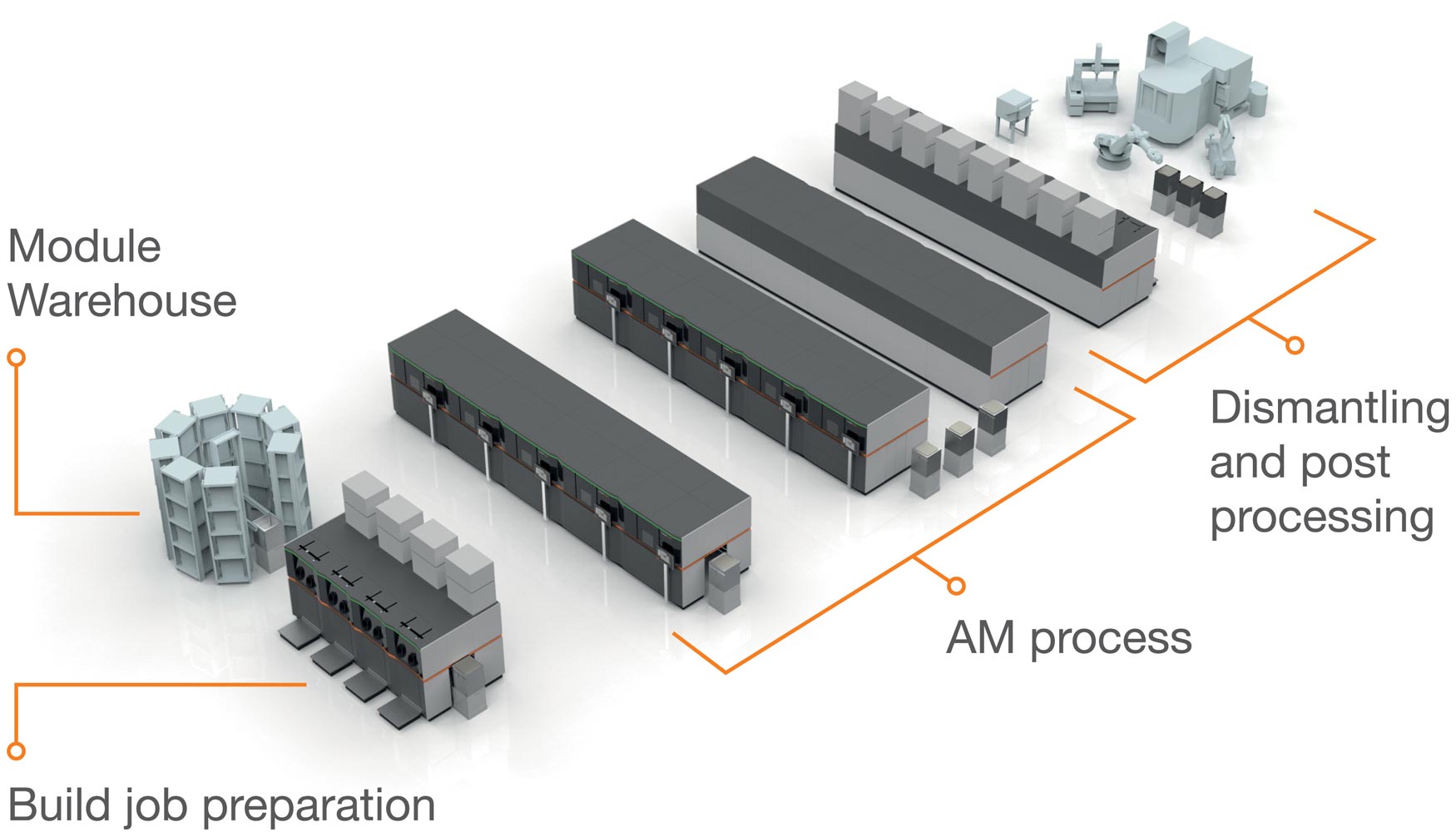 |
| Interconexión de la ‘AM Factory of Tomorrow’. La ‘fábrica inteligente’ es un sistema de metaproducción flexiblemente ampliable, altamente automatizado y con control central, totalmente adaptado a las tareas de producción y dirigido a la producción en serie industrial. Foto: Concept Laser. |
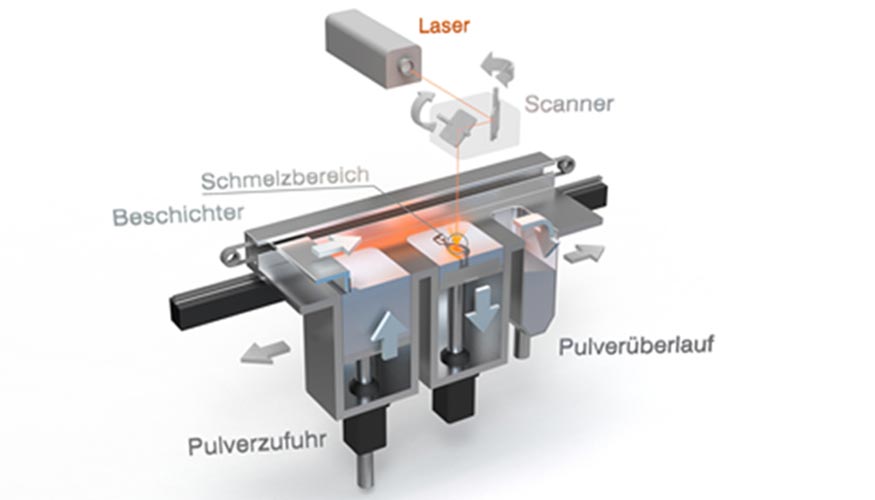
Fusión láser de lecho de polvo con metales
Con el proceso patentado LaserCusing de Concept Laser se crean piezas metálicas resistentes mecánica y térmicamente con gran precisión. El término LaserCusing, formado por la ‘C’ de Concept Laser y la palabra inglesa ‘Fusig’ (fundir totalmente), describe la tecnología: el proceso de fusión genera piezas capa por capa utilizando datos CAD en 3D.
Para ello, se funde metal en forma de polvo fino localmente con un láser de fibra altamente energético. Al enfriarse, el material se solidifica. El contorno de la pieza se produce desviando el rayo láser mediante una unidad de espejo (escáner). La construcción de la pieza se realiza capa por capa (con un grosor de 15-500 µm) bajando la base del espacio de construcción, aplicando más polvo y fundiendo de nuevo.
La particularidad de las instalaciones de Concept Laser es un direccionamiento estocástico de los segmentos de capa (también llamados Islands), que se procesan sucesivamente. El proceso patentado proporciona una reducción importante de las tensiones en la fabricación de piezas muy grandes.
Con el proceso patentado LaserCusing de Concept Laser se crean piezas metálicas resistentes mecánica y térmicamente con gran precisión. El término LaserCusing, formado por la ‘C’ de Concept Laser y la palabra inglesa ‘Fusig’ (fundir totalmente), describe la tecnología: el proceso de fusión genera piezas capa por capa utilizando datos CAD en 3D.
Para ello, se funde metal en forma de polvo fino localmente con un láser de fibra altamente energético. Al enfriarse, el material se solidifica. El contorno de la pieza se produce desviando el rayo láser mediante una unidad de espejo (escáner). La construcción de la pieza se realiza capa por capa (con un grosor de 15-500 µm) bajando la base del espacio de construcción, aplicando más polvo y fundiendo de nuevo.
La particularidad de las instalaciones de Concept Laser es un direccionamiento estocástico de los segmentos de capa (también llamados Islands), que se procesan sucesivamente. El proceso patentado proporciona una reducción importante de las tensiones en la fabricación de piezas muy grandes.
 |
| Fuente: Concept Laser GmbH |
Redacción Interempresas
13 Octubre 2016
13 Octubre 2016
¿Qué máquina utilizar?
A menudo sucede que se realizan inversiones en maquinaria o se asignan y homologan procesos en máquinas no adecuadas para la fabricación a realizar, en una situación extrema la inversión habrá sido malgastar recursos y/o convivir con altos niveles de scrap durante toda la vida del proyecto. Aspectos a tener en cuenta cuando asignamos una máquina o cuando realizamos la compra o inversión a un proyecto o molde concreto. ¿Qué hay que tener en cuenta?

Recomendaciones del fabricante de materia prima tales como:
Podríamos dividir la máquina de inyección en dos grandes unidades: unidad de cierre y unidad de inyección.

Unidad de cierre
Fuerza de cierre
Fz = Fuerza de cierre / Piny= Presión de inyección en cavidad / Sp= Superficie Proyectada
Existen diferentes sistemas de aproximación del cálculo de la fuerza de cierre, donde la variable más compleja es la presión de inyección en cavidad, al verse esta afectada en gran medida por variables tales como la viscosidad del material, temperatura de masa y de molde, espesor de pared de la pieza, recorrido del material, etc.
Una tabla orientativa de presión de cierre por cada cm2 de superficie proyectada:
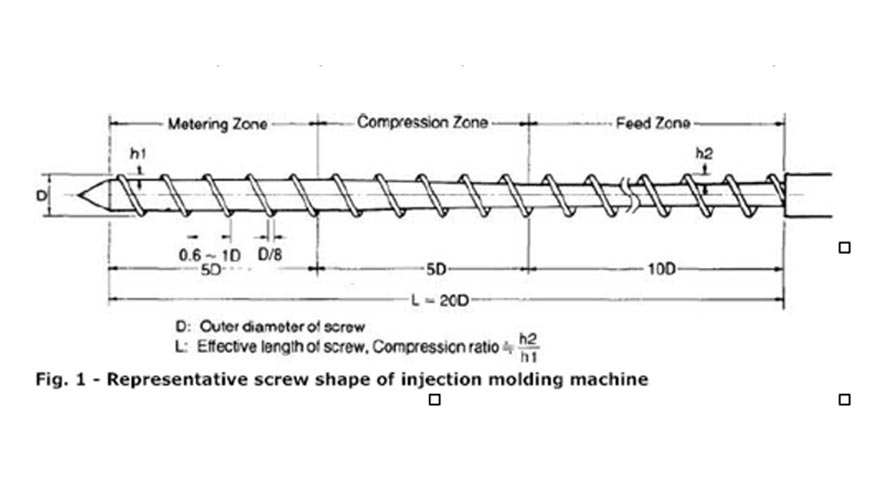
Husillos (Tornillos)
Características a tener en cuenta en el husillo:
Relación L/D

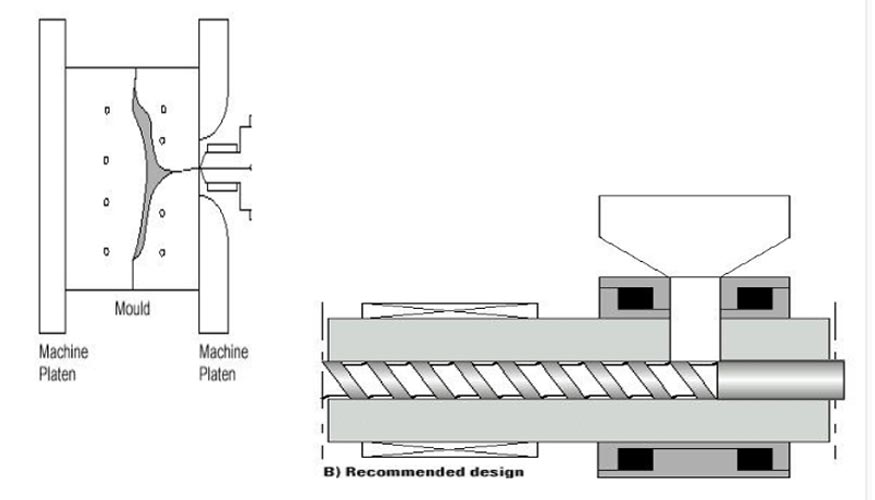
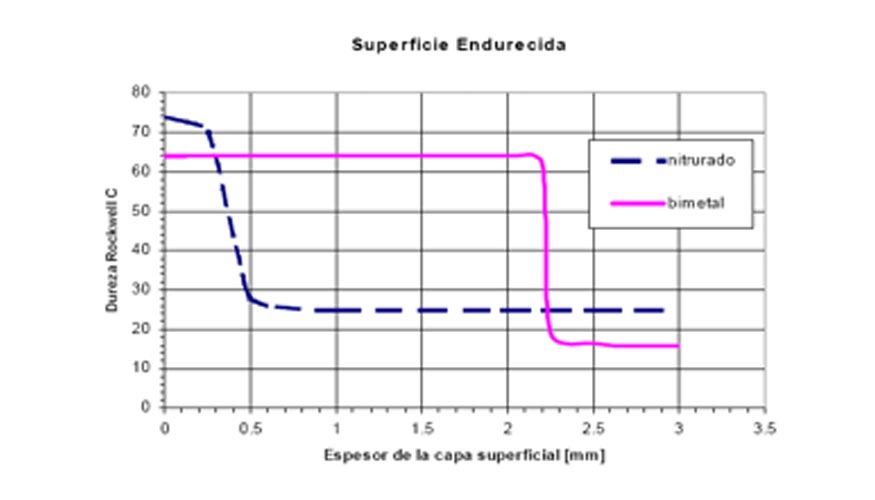
Tratamientos superficiales de husillos y cámaras de la unidad de inyección
En la actualidad hay la posibilidad de adquirir unidades de inyección principalmente nitruradas o bimetálicas. En el caso de procesar materiales abrasivos, bien físicamente (cargas de refuerzo) o químicamente (ignífugos, etc.) se recomienda utilizar sistemas con tratamientos bimetálicos, abajo en el gráfico podemos ver que el bimetal tiene una duración al desgaste de hasta 5 veces más que el nitrurado.

Tamaño de la unidad de inyección
El tamaño de la unidad de inyección se verá afectado por la relación L/D escogida e influirá como decíamos antes en la homogenización y en el tiempo de permanencia del material dentro de la unidad de inyección.
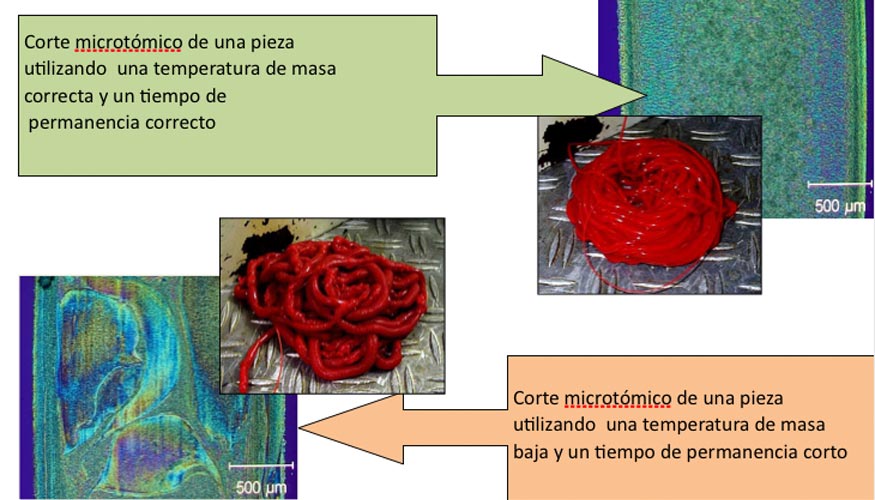
Tiempo de permanencia excesivamente largo
Todos los materiales tienen una relación Tiempo-Temperatura para entrar en zona de degradación (los materiales ignífugos son aún más sensibles a estos tiempos de permanencia).

Con esta degradación por tiempo de permanencia excesivo se produce una pérdida de peso molecular y por tanto una pérdida de propiedades del material.
Tiempo de permanencia excesivamente corto
Con tiempos cortos de permanencia podemos correr el riesgo de obtener una masa fundida no homogénea con algunos infundidos.

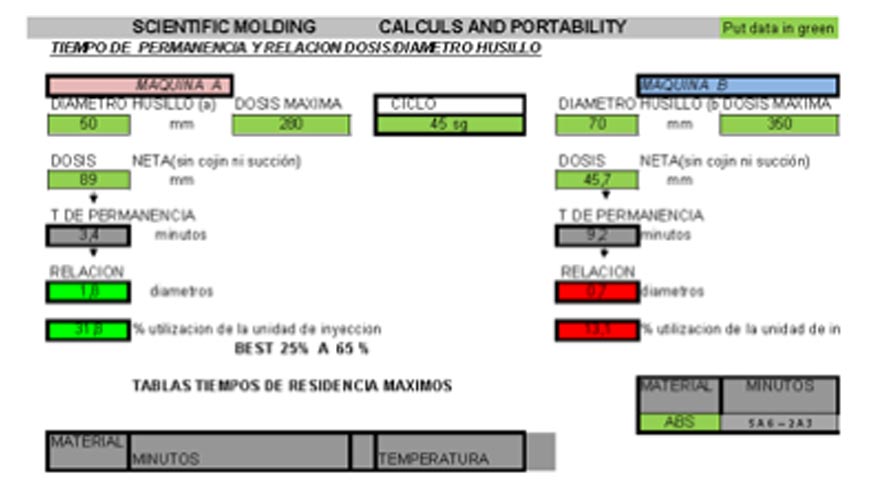
Hemos de poder calcular el tiempo de permanencia que tenemos o vamos a tener en un proyecto concreto.

Para ello hay hojas de cálculo que facilitan esta información:
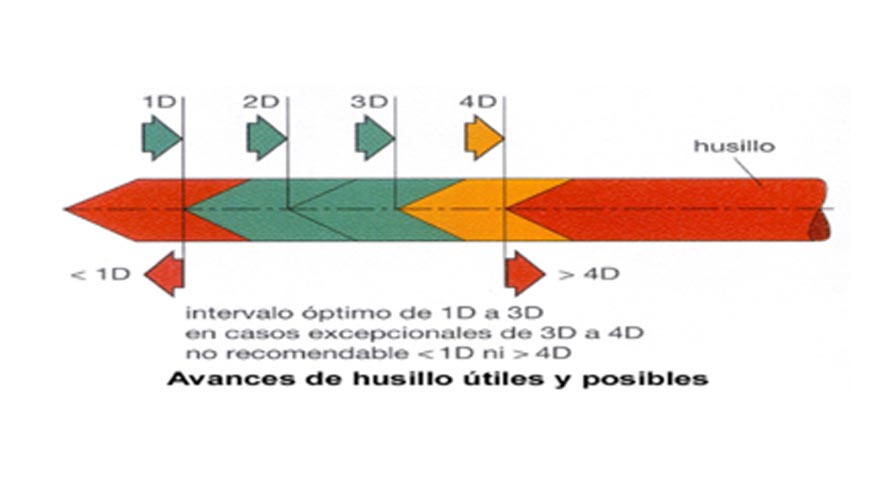
Hay una regla que prácticamente todos los fabricantes de polímeros recomiendan respecto a la relación entre el diámetro de la unidad de inyección y la dosis utilizada por inyectada.
Es esta:

Para definir una unidad de inyección que cumpla con esta norma, debemos calcular la dosis necesaria con el diámetro de husillo ideal para que esta dosis se encuentre entre 1 y 3 diámetros.
La decisión de compra de la unidad de inyección no debe seguir criterios tan solo de precio o volumen disponible sino criterio de cumplir con esta regla.
José Ramón Lerma es autor del Libro Manual Avanzado de Inyección de Termoplástico, que tiene como objetivo ser, por un lado, una herramienta para la formación y, por otro, un manual de ayuda para todo el personal de una empresa de inyección de plásticos. El libro, comercializado por Plásticos Universales / Interempresas (libros@interempresas.net), consta de detallados casos prácticos, amplia información de moldeo científico y un ‘pendrive’ con 20 hojas de cálculo y herramientas de SC Molding o Scientific Injection Molding, además de optimización y definición de proceso, lo que lo hacen único en el mercado. Página web sobre Scientific Injection Molding: www.asimm.es
Más información sobre los cursos Scientific Molding online impartidos en Inefco, en los que José Ramón Lerma es tutor https://www.ieaula.com/home/31-procesos-avanzados-de-inyeccion-de-termoplasticos.html
José Ramón Lerma, dpto. técnico de Biesterfeld Ibérica
Interempresas
12 Setiembre 2016

Recomendaciones del fabricante de materia prima tales como:
- Temperaturas de masa recomendadas (Recuerdo un caso con PPSU donde la máquina no podía alcanzar la temperatura de trabajo de estos materiales)
- Relación L/D Husillo
- Relación compresión RK (Atención: algunos materiales se degradan con relaciones muy altas de compresión)
- Toneladas de cierre recomendadas por unidad de superficie
- Presión de inyección necesaria (para algunos materiales estas presiones deben ser superiores a 19.000-2.000 bares).
Podríamos dividir la máquina de inyección en dos grandes unidades: unidad de cierre y unidad de inyección.
Unidad de cierre
Fuerza de cierre
- Calculada multiplicando el área proyectada del molde por la presión máxima de inyección en cavidad:
Fz = Fuerza de cierre / Piny= Presión de inyección en cavidad / Sp= Superficie Proyectada
Existen diferentes sistemas de aproximación del cálculo de la fuerza de cierre, donde la variable más compleja es la presión de inyección en cavidad, al verse esta afectada en gran medida por variables tales como la viscosidad del material, temperatura de masa y de molde, espesor de pared de la pieza, recorrido del material, etc.
Una tabla orientativa de presión de cierre por cada cm2 de superficie proyectada:
- ABS 0,45 to 0,65 t/cm2
- LCP 0,75 to 0,8 t/cm2
- PA 0,65 to 0,75 t/cm2
- PBT 0,65 to 0,75 t/cm2
- PC 0,5 to 0,8 t/cm2
- PE 0,15 to 0,55 t/cm2
- PET 0,65 to 0,75 t/cm2
- PMMA 0,45 to 0,75 t/cm2
- POM 0,85 to 1 t/cm2
- PP 0,15 to 0,55 t/cm2
- PPS 0,3 to 0,6 t/cm2
- PS 0,3 to 0,5 t/cm2
Husillos (Tornillos)
Características a tener en cuenta en el husillo:
Relación L/D
- O relación entre diámetro y longitud del mismo. Habitualmente entre 18 y 20 D.
- Relaciones muy grandes hacen que el recorrido del material sea mayor, más homogeneidad de la masa pero mayor tiempo de permanencia del material dentro del husillo.
- Relaciones menores pueden provocar falta de homogeneidad de la masa fundida.
- Relación entre el volumen del filete del husillo en la zona de alimentación junto a la tolva y el volumen del filete en la zona de dosificación junto al anillo de retención
- A mayor Rk, mayor compresión aplicada al material.
- Esta relación de compresión no puede ser alta para materiales sensibles a la temperatura.
Tratamientos superficiales de husillos y cámaras de la unidad de inyección
En la actualidad hay la posibilidad de adquirir unidades de inyección principalmente nitruradas o bimetálicas. En el caso de procesar materiales abrasivos, bien físicamente (cargas de refuerzo) o químicamente (ignífugos, etc.) se recomienda utilizar sistemas con tratamientos bimetálicos, abajo en el gráfico podemos ver que el bimetal tiene una duración al desgaste de hasta 5 veces más que el nitrurado.
Tamaño de la unidad de inyección
El tamaño de la unidad de inyección se verá afectado por la relación L/D escogida e influirá como decíamos antes en la homogenización y en el tiempo de permanencia del material dentro de la unidad de inyección.
Tiempo de permanencia excesivamente largo
Todos los materiales tienen una relación Tiempo-Temperatura para entrar en zona de degradación (los materiales ignífugos son aún más sensibles a estos tiempos de permanencia).
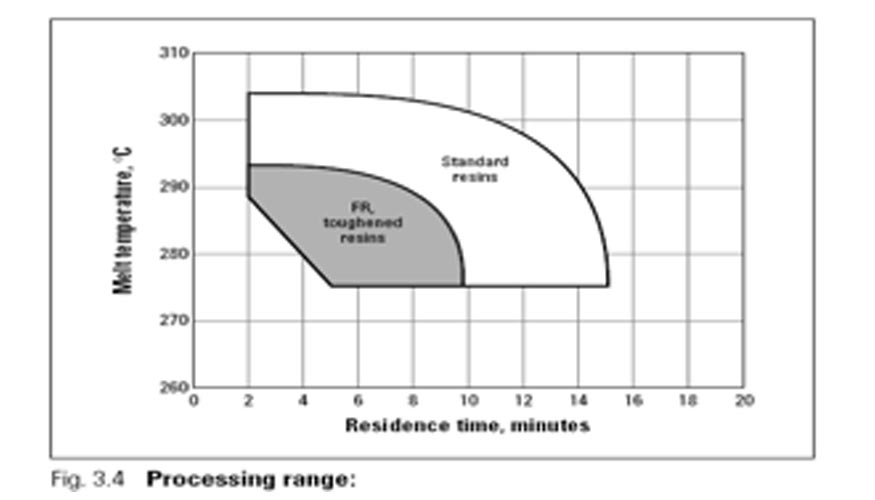
Con esta degradación por tiempo de permanencia excesivo se produce una pérdida de peso molecular y por tanto una pérdida de propiedades del material.
Tiempo de permanencia excesivamente corto
Con tiempos cortos de permanencia podemos correr el riesgo de obtener una masa fundida no homogénea con algunos infundidos.
Hemos de poder calcular el tiempo de permanencia que tenemos o vamos a tener en un proyecto concreto.
Para ello hay hojas de cálculo que facilitan esta información:
Hay una regla que prácticamente todos los fabricantes de polímeros recomiendan respecto a la relación entre el diámetro de la unidad de inyección y la dosis utilizada por inyectada.
Es esta:
Para definir una unidad de inyección que cumpla con esta norma, debemos calcular la dosis necesaria con el diámetro de husillo ideal para que esta dosis se encuentre entre 1 y 3 diámetros.
La decisión de compra de la unidad de inyección no debe seguir criterios tan solo de precio o volumen disponible sino criterio de cumplir con esta regla.
José Ramón Lerma es autor del Libro Manual Avanzado de Inyección de Termoplástico, que tiene como objetivo ser, por un lado, una herramienta para la formación y, por otro, un manual de ayuda para todo el personal de una empresa de inyección de plásticos. El libro, comercializado por Plásticos Universales / Interempresas (libros@interempresas.net), consta de detallados casos prácticos, amplia información de moldeo científico y un ‘pendrive’ con 20 hojas de cálculo y herramientas de SC Molding o Scientific Injection Molding, además de optimización y definición de proceso, lo que lo hacen único en el mercado. Página web sobre Scientific Injection Molding: www.asimm.es
Más información sobre los cursos Scientific Molding online impartidos en Inefco, en los que José Ramón Lerma es tutor https://www.ieaula.com/home/31-procesos-avanzados-de-inyeccion-de-termoplasticos.html
José Ramón Lerma, dpto. técnico de Biesterfeld Ibérica
Interempresas
12 Setiembre 2016
Situación de la industria europea de los plásticos
Moderado optimismo en Europa
A pesar de la cantidad de temas que deben abordarse, que van desde los residuos marinos hasta múltiples causas de fuerza mayor que afectan a los proveedores de materiales, la industria europea de los plásticos se presenta en K 2016 con un buen estado de salud y un moderado optimismo. Pero todavía hay muchos obstáculos que superar.

La entidad consultora de la industria de los plásticos, Applied Market Information (AMI), manifestó recientemente que la industria europea de los plásticos “se encuentra en otro periodo de turbulencias y cambio ya que está luchando por salir del estancamiento causado por la primera Gran Recesión de 2008-2009 y la posterior crisis de la zona Euro en 2012-2013”. AMI prevé un crecimiento de la demanda de polímeros por encima del 1% anual hasta el 2019.
Los proveedores están contentos
En general, los productores de polímeros en Europa se muestran optimistas. En Borealis, por ejemplo, el CEO Mark Garrett mencionó que los márgenes industriales integrados de las poliolefinas estaban en sus máximos históricos. Destacó que los precios de la poliolefina se han visto afectados por una fuerte demanda combinada con un déficit del suministro, en particular el resultante de unas paradas de producción no planificadas.

Los procesadores están más ocupados
Han mejorado las previsiones para la industria del procesamiento de los plásticos en toda Europa y hay asociaciones comerciales en varios países que informan un crecimiento. Incluso en Italia, donde el consumo ha sido plano, en el mejor de los casos, por algún tiempo, la asociación de equipos Assocomaplast informa una fuerte tendencia al alza en los pedidos. En Alemania, incluso después de un año récord en 2014, el sector siguió experimentando un moderado crecimiento el pasado año. Pero Dirk Westerheide, presidente de la asociación del sector de procesamiento de los plástico del país (GKV), lamentó las importantes dificultades en el suministro y la evolución muy volátil de los precios de las materias primas, especialmente en el polietileno y el polipropileno.

El suministro de materiales ha sido inestable
Los transformadores de plásticos de todo el continente encontraron dificultades para obtener materias primas durante el pasado año. Diversas plantas importantes de poliolefina en Europa permanecieron paradas durante periodos de tiempo prolongados y las condiciones marco económicas y comerciales globales dificultaron a los procesadores obtener materiales en los mercados internacionales. Sin embargo, estos factores no solo incluyeron el debilitamiento relativo del euro frente al dólar estadounidense, sino que también continuó la fuerte demanda de plásticos en Asia y los EE UU. Los indicios apuntan a que la volatilidad de los precios será inferior este año.

La situación llevó a que la asociación comercial paraguas European Plastics Converters (EuPC) estableciera la Alianza de Polímeros para Europa, para “proporcionar información detallada sobre el mercado actual de los polímeros y apoyar a los usuarios de materias primas a través de su red de asociaciones nacionales de plásticos, así como ayudar a las empresas a solicitar la suspensión de determinados aranceles de importación de la UE para mitigar las carencias en los mercados de polímeros”, según el presidente de EuPC, Michael Kundel.
En febrero, la Alianza de Polímeros para Europa presentó su encuesta online de satisfacción de los clientes para toda Europa, con el fin de premiar a los mejores productores de polímeros de Europa. “Decidimos comenzar por los Premios a los Mejores Productores de Polímeros de Europa para volver a establecer una buena comunicación entre los usuarios de polímeros y sus proveedores, que evidentemente se ha visto afectada últimamente”, manifiesta Ron Marsh, presidente de Alliance.

La energía sigue siendo demasiado cara
Los costes de energía son muy importantes para toda la industria de los plásticos. Las empresas de la industria alemana han sido especialmente insistentes en sus reclamaciones, ya que los precios están entre los más altos de Europa y la industria química alemana también está preocupada por su caída de la competitividad internacional, especialmente respecto a las empresas norteamericanas, que tienen la ventaja del gas de esquisto.
Muchos ojos están puestos ahora en el gigante petroquímico Ineos, que recientemente ha empezado a importar etano a Noruega desde el campo Marcellus Shale, en los EE UU. El primer polietileno con base de esquisto de Europa llegará al mercado en pocos meses. Ineos va a empezar también la exploración de gas de esquisto en el RU, aunque no tiene previsto iniciar el fracking en 2016. Desea utilizar gas de esquisto como energía, así como una materia prima de polímero.

La economía circular
Además de la preocupación sobre los materiales y el suministro de energía, está creciendo también la concientización en Europa de que debe hacerse mucho todavía sobre el uso, reutilización y conservación de los valiosos plásticos. A finales del pasado año, la Comisión Europea adoptó lo que se considera un nuevo y ambicioso 'Paquete de Economía Circular' (CEP), que se dice que “contribuirá a cerrar el bucle de ciclos de vida de los productos mediante un mayor reciclaje y reutilización y aportará beneficios para el medio ambiente y la economía”.
La Comisión ha propuesto revisar la legislación sobre residuos. Los elementos clave incluyen un objetivo común en la UE para reciclar el 75% de los residuos de embalajes para 2030 y la prohibición del vertido de los residuos recogidos clasificados. “Menos del 25% de los residuos de plásticos recogidos se recicla y, aproximadamente, el 50% va al vertedero”, afirma la Comisión.
La asociación comercial The PlasticsEurope, que agrupa a los fabricantes de plásticos, ha acogido favorablemente el CEP “como un paso más hacia la eficiencia de los recursos”, pero ha manifestado preocupaciones. “La industria europea de los plásticos ha venido reclamando una restricción del vertido de todo lo reciclable, así como de otros residuos posconsumo recuperables, que fuese legalmente vinculante, para 2025”, afirma. “A pesar de que un objetivo del 10% constituye un paso en la dirección correcta, sigue siendo un tímido intento de poner fin a los vertidos de todos los residuos que puedan usarse como recurso”.
European Bioplastics (EUBP), la asociación comercial de los proveedores de plásticos biobasados, se mostró más entusiasta con el informe. Opina que “deben promocionarse los sectores que miran al futuro con fuertes credenciales medioambientales y potencial de crecimiento, como los bioplásticos”. Pronostica que para 2025 las capacidades de producción de bioplásticos dentro de la UE se habrán multiplicado por veinte, llegando a 5,7 millones de toneladas.
A pesar de la cantidad de temas que deben abordarse, que van desde los residuos marinos hasta múltiples causas de fuerza mayor que afectan a los proveedores de materiales, la industria europea de los plásticos se presenta en K 2016 con un buen estado de salud y un moderado optimismo. Pero todavía hay muchos obstáculos que superar.
¿Una nueva revolución industrial?
A pesar de todas estas preocupaciones, la industria de los plásticos europea tiene sus ojos puestos totalmente en el futuro. Muchas empresas de maquinaria europeas, probablemente, tendrán claramente visible el número 4.0 en sus stands en K 2016, ya que proponen sus soluciones para fábricas “inteligentes” que operan dentro del Internet Industrial de las Cosas (IIoT). 4.0 se refiere a la industria 4.0, un término inventado en Alemania para designar lo que se percibe como la cuarta revolución industrial y el gobierno alemán tiene previsto asegurarse de que la industria alemana esté a la cabeza. Los que proponen Industria 4.0 dicen que representa un cambio paradigmático de la producción centralizada a la descentralizada.
“Industria 4.0 es, por encima de todo, una cosa: una enorme oportunidad que queremos aprovechar junto con nuestros clientes”, afirma Stefan Engleder, CTO de la empresa Engel, especializada en tecnología de inyección y representada por Helmut Roegele. Sin embargo, no considera que la palabra “revolución” sea muy apropiada. “Los cambios que estamos experimentando actualmente son más como una evolución”, comenta. “Para nosotros, Industry 4.0 no es una idea nueva, sino una práctica diaria ya establecida en muchas áreas”. Sin duda, otras personas del sector estarán de acuerdo.
También para los procesadores de plásticos, las nuevas tecnologías digitales ofrecen nuevas perspectivas, apunta Westerheide de GKV. “K 2016 ofrecerá una excelente oportunidad de explorar las ventajas que ofrece la digitalización de nuestra industria”, afirma.
Redacción Interempresas
17 Octubre 2016
A pesar de la cantidad de temas que deben abordarse, que van desde los residuos marinos hasta múltiples causas de fuerza mayor que afectan a los proveedores de materiales, la industria europea de los plásticos se presenta en K 2016 con un buen estado de salud y un moderado optimismo. Pero todavía hay muchos obstáculos que superar.

La entidad consultora de la industria de los plásticos, Applied Market Information (AMI), manifestó recientemente que la industria europea de los plásticos “se encuentra en otro periodo de turbulencias y cambio ya que está luchando por salir del estancamiento causado por la primera Gran Recesión de 2008-2009 y la posterior crisis de la zona Euro en 2012-2013”. AMI prevé un crecimiento de la demanda de polímeros por encima del 1% anual hasta el 2019.
Los proveedores están contentos
En general, los productores de polímeros en Europa se muestran optimistas. En Borealis, por ejemplo, el CEO Mark Garrett mencionó que los márgenes industriales integrados de las poliolefinas estaban en sus máximos históricos. Destacó que los precios de la poliolefina se han visto afectados por una fuerte demanda combinada con un déficit del suministro, en particular el resultante de unas paradas de producción no planificadas.

Los procesadores están más ocupados
Han mejorado las previsiones para la industria del procesamiento de los plásticos en toda Europa y hay asociaciones comerciales en varios países que informan un crecimiento. Incluso en Italia, donde el consumo ha sido plano, en el mejor de los casos, por algún tiempo, la asociación de equipos Assocomaplast informa una fuerte tendencia al alza en los pedidos. En Alemania, incluso después de un año récord en 2014, el sector siguió experimentando un moderado crecimiento el pasado año. Pero Dirk Westerheide, presidente de la asociación del sector de procesamiento de los plástico del país (GKV), lamentó las importantes dificultades en el suministro y la evolución muy volátil de los precios de las materias primas, especialmente en el polietileno y el polipropileno.

El suministro de materiales ha sido inestable
Los transformadores de plásticos de todo el continente encontraron dificultades para obtener materias primas durante el pasado año. Diversas plantas importantes de poliolefina en Europa permanecieron paradas durante periodos de tiempo prolongados y las condiciones marco económicas y comerciales globales dificultaron a los procesadores obtener materiales en los mercados internacionales. Sin embargo, estos factores no solo incluyeron el debilitamiento relativo del euro frente al dólar estadounidense, sino que también continuó la fuerte demanda de plásticos en Asia y los EE UU. Los indicios apuntan a que la volatilidad de los precios será inferior este año.

La situación llevó a que la asociación comercial paraguas European Plastics Converters (EuPC) estableciera la Alianza de Polímeros para Europa, para “proporcionar información detallada sobre el mercado actual de los polímeros y apoyar a los usuarios de materias primas a través de su red de asociaciones nacionales de plásticos, así como ayudar a las empresas a solicitar la suspensión de determinados aranceles de importación de la UE para mitigar las carencias en los mercados de polímeros”, según el presidente de EuPC, Michael Kundel.
En febrero, la Alianza de Polímeros para Europa presentó su encuesta online de satisfacción de los clientes para toda Europa, con el fin de premiar a los mejores productores de polímeros de Europa. “Decidimos comenzar por los Premios a los Mejores Productores de Polímeros de Europa para volver a establecer una buena comunicación entre los usuarios de polímeros y sus proveedores, que evidentemente se ha visto afectada últimamente”, manifiesta Ron Marsh, presidente de Alliance.

La energía sigue siendo demasiado cara
Los costes de energía son muy importantes para toda la industria de los plásticos. Las empresas de la industria alemana han sido especialmente insistentes en sus reclamaciones, ya que los precios están entre los más altos de Europa y la industria química alemana también está preocupada por su caída de la competitividad internacional, especialmente respecto a las empresas norteamericanas, que tienen la ventaja del gas de esquisto.
Muchos ojos están puestos ahora en el gigante petroquímico Ineos, que recientemente ha empezado a importar etano a Noruega desde el campo Marcellus Shale, en los EE UU. El primer polietileno con base de esquisto de Europa llegará al mercado en pocos meses. Ineos va a empezar también la exploración de gas de esquisto en el RU, aunque no tiene previsto iniciar el fracking en 2016. Desea utilizar gas de esquisto como energía, así como una materia prima de polímero.

La economía circular
Además de la preocupación sobre los materiales y el suministro de energía, está creciendo también la concientización en Europa de que debe hacerse mucho todavía sobre el uso, reutilización y conservación de los valiosos plásticos. A finales del pasado año, la Comisión Europea adoptó lo que se considera un nuevo y ambicioso 'Paquete de Economía Circular' (CEP), que se dice que “contribuirá a cerrar el bucle de ciclos de vida de los productos mediante un mayor reciclaje y reutilización y aportará beneficios para el medio ambiente y la economía”.
La Comisión ha propuesto revisar la legislación sobre residuos. Los elementos clave incluyen un objetivo común en la UE para reciclar el 75% de los residuos de embalajes para 2030 y la prohibición del vertido de los residuos recogidos clasificados. “Menos del 25% de los residuos de plásticos recogidos se recicla y, aproximadamente, el 50% va al vertedero”, afirma la Comisión.
La asociación comercial The PlasticsEurope, que agrupa a los fabricantes de plásticos, ha acogido favorablemente el CEP “como un paso más hacia la eficiencia de los recursos”, pero ha manifestado preocupaciones. “La industria europea de los plásticos ha venido reclamando una restricción del vertido de todo lo reciclable, así como de otros residuos posconsumo recuperables, que fuese legalmente vinculante, para 2025”, afirma. “A pesar de que un objetivo del 10% constituye un paso en la dirección correcta, sigue siendo un tímido intento de poner fin a los vertidos de todos los residuos que puedan usarse como recurso”.
European Bioplastics (EUBP), la asociación comercial de los proveedores de plásticos biobasados, se mostró más entusiasta con el informe. Opina que “deben promocionarse los sectores que miran al futuro con fuertes credenciales medioambientales y potencial de crecimiento, como los bioplásticos”. Pronostica que para 2025 las capacidades de producción de bioplásticos dentro de la UE se habrán multiplicado por veinte, llegando a 5,7 millones de toneladas.
A pesar de la cantidad de temas que deben abordarse, que van desde los residuos marinos hasta múltiples causas de fuerza mayor que afectan a los proveedores de materiales, la industria europea de los plásticos se presenta en K 2016 con un buen estado de salud y un moderado optimismo. Pero todavía hay muchos obstáculos que superar.
¿Una nueva revolución industrial?
A pesar de todas estas preocupaciones, la industria de los plásticos europea tiene sus ojos puestos totalmente en el futuro. Muchas empresas de maquinaria europeas, probablemente, tendrán claramente visible el número 4.0 en sus stands en K 2016, ya que proponen sus soluciones para fábricas “inteligentes” que operan dentro del Internet Industrial de las Cosas (IIoT). 4.0 se refiere a la industria 4.0, un término inventado en Alemania para designar lo que se percibe como la cuarta revolución industrial y el gobierno alemán tiene previsto asegurarse de que la industria alemana esté a la cabeza. Los que proponen Industria 4.0 dicen que representa un cambio paradigmático de la producción centralizada a la descentralizada.
“Industria 4.0 es, por encima de todo, una cosa: una enorme oportunidad que queremos aprovechar junto con nuestros clientes”, afirma Stefan Engleder, CTO de la empresa Engel, especializada en tecnología de inyección y representada por Helmut Roegele. Sin embargo, no considera que la palabra “revolución” sea muy apropiada. “Los cambios que estamos experimentando actualmente son más como una evolución”, comenta. “Para nosotros, Industry 4.0 no es una idea nueva, sino una práctica diaria ya establecida en muchas áreas”. Sin duda, otras personas del sector estarán de acuerdo.
También para los procesadores de plásticos, las nuevas tecnologías digitales ofrecen nuevas perspectivas, apunta Westerheide de GKV. “K 2016 ofrecerá una excelente oportunidad de explorar las ventajas que ofrece la digitalización de nuestra industria”, afirma.
Redacción Interempresas
17 Octubre 2016
La falta de un análisis metódico, genera costos insospechados en la producción
La falta de un análisis metódico, sobre el posible origen real del problema que nos presenta una pieza inyectada, puede generar costos adicionales, que después tendremos que soportar durante toda la vida de fabricación del producto.

Cuántas veces, durante el proceso de homologación de una pieza, tomamos la decisión, más o menos alegremente, de modificar uno o varios parámetros muy relevantes, dentro del propio proceso de inyección.
Con estas “pequeñas modificaciones de parámetros”, pretendemos solucionar definitivamente el problema de estas piezas, en los que respecta a deficiencias de aspecto, variaciones irregulares de sus dimensiones, deformaciones en uno o varios puntos de las mismas, rechupes en las zonas nerviadas o zonas lejanas al punto de inyección, rebabas en las zonas próximas al punto de inyección o en puntos lejanos en una o varias de sus cavidades, etc.
Una vez ya ha sido homologada la pieza, muy probablemente, estas modificaciones se quedarán grabadas como parte del proceso de inyección ideal, dado que serán, aparentemente, imprescindibles para obtener la calidad deseada y homologada finalmente por nuestro cliente.
Debemos tener muy en cuenta que, en muchas ocasiones, el resultado de esta modificación de parámetros aparentemente “tan lógica”, puede ser una carga económica para el costo de la pieza que fabricamos; ya que, muy probablemente, se habrá incrementado del tiempo de ciclo, quizás también, la temperatura de la masa o el molde, y si existían rechupes, muy probablemente también incrementaremos la presión de inyección, con el consiguiente incremento del peso de la pieza inyectada, cosa que, casi siempre, hará que el peso final obtenido sea superior al teórico empleado para realizar la oferta.

No debemos caer en la obviedad de pensar que la toma de este tipo decisiones, es o debe ser responsabilidad única del técnico que está manipulando la máquina de inyección, pues todas las personas que están involucradas desde el principio, directa o indirectamente, en el diseño del producto, en el diseño y fabricación del molde, en la elección de la materia prima, los aditivos que esta debe contener, los colorantes, el tipo de acabado que tendrá la pieza, etc., deberían tener un criterio de análisis y conocimiento muchos más amplios, que les permitan conocer la gran influencia en los costos finales de la pieza, que tienen los diferentes parámetros que determinan un proceso de inyección.
Sirva como muestra este ejemplo: en la inyección de una pieza, se observa que cuesta conseguir un llenado regular y estable de las cavidades; se decide que, puesto que la temperatura de la masa ya se había incrementado previamente, la mejor solución era incrementar la temperatura del molde, siendo únicamente necesario el incremento del 1%; aparentemente esta era la “decisión más lógica”. Dado que así se facilitaba el flujo del material, se reducirían tensiones de la pieza y el llenado de la pieza sería más estable. Efectivamente esto es lo que ocurrió, y se dio por validada tanto la calidad de la pieza como los parámetros de proceso utilizados para su inyección; entre ellos el ciclo total que se dio por óptimo.
El resultado real de esta “decisión lógica”, fue que al incrementar las temperaturas de la masa y del molde, también se incrementó el consumo energético unitario por ciclo, y aunque quizás parezca que no es lo más importante, también debemos tener muy en cuenta que al incrementar la temperatura del molde, aunque solo sea en un 1%, también se incrementó al mismo tiempo el tiempo ciclo total en un 2%, o lo que es lo mismo: la pieza se estaba fabricando con un ciclo y un costo superior al que estaba previsto inicialmente, gracias a esta “decisión muy lógica”, pero aparentemente inevitable, el margen de producción había bajado.
Pasado un tiempo, este mismo molde fue enviado a otra empresa transformadora, la cual cuando analizó detalladamente los parámetros de proceso que empleaba el anterior transformador, pensó que quizás el ciclo para esta pieza era un poco elevado, teniendo en cuenta el tipo de material empleado. Así empezó a plantearse la idoneidad de aquellos valores.
Por esta razón, el nuevo transformador, después de analizar el molde y la pieza detalladamente, determinó que para el tamaño y volumen de la pieza, el punto de inyección era excesivamente pequeño. Así que se procedió a modificar su tamaño, incrementando la sección de paso de material.
Con este sencillo análisis y esta sencilla modificación obtuvo una mejor y fácil fluencia del material, pudiendo reducir la temperatura de masa, y la del propio molde. Con ello redujo el consumo de la energía necesaria para transformar la pieza y por si fuera poco adicionalmente, también se redujo el tiempo de ciclo, puesto que la temperatura de la masa y el molde eran sensiblemente inferiores, y a la vez, se podía desmoldear la pieza en menos tiempo sin sufrir variaciones dimensionales.
Esto nos lleva a confirmar que el análisis profundo y metódico, que nos permita encontrar la raíz del problema, nos dará un nuevo punto de vista para la aplicación de posibles soluciones, y que con toda seguridad nos harán más competitivos y permitirán la generación de unos mayores beneficios.
Desde el Centro Español de Plásticos somos conscientes de la necesidad que existe en formar sobre este tema tan específico, no solo a los integrantes de los departamentos de producción, también a los gerentes y directivos, ingenieros de diseño y proceso, responsables de calidad, así como al personal del área comercial y de compras, puesto que el conocimiento de los motivos que pueden causar estas faltas de calidad, y su más que probable incremento de los costes del producto final es básico para poder afrontarlos.
Por todo ello, hemos organizado un taller interactivo sobre el análisis de defectos (Troubleshooting) en la inyección de plásticos , en el que durante dos días, nuestros expertos, analizaran detalladamente y en profundidad, todos los problemas de calidad que pueden presentan las piezas de plástico y sus posibles soluciones a cada uno de los mismo, siempre teniendo en cuenta la solución más práctica e idónea y sobre todo pensando en cuál de ellas es la más económica, que permita rentabilizar al máximo producto que estamos fabricando.
Durante el segundo día de este Taller interactivo, todos los asistentes que lo deseen, tendrán la oportunidad de mostrar sus propias piezas, con el fin de analizar las posibles soluciones a sus problemáticas particulares.
Ángel Lozano, director general del Centro Español de Plásticos
Interempresas
17 Octubre 2016

Cuántas veces, durante el proceso de homologación de una pieza, tomamos la decisión, más o menos alegremente, de modificar uno o varios parámetros muy relevantes, dentro del propio proceso de inyección.
Con estas “pequeñas modificaciones de parámetros”, pretendemos solucionar definitivamente el problema de estas piezas, en los que respecta a deficiencias de aspecto, variaciones irregulares de sus dimensiones, deformaciones en uno o varios puntos de las mismas, rechupes en las zonas nerviadas o zonas lejanas al punto de inyección, rebabas en las zonas próximas al punto de inyección o en puntos lejanos en una o varias de sus cavidades, etc.
Una vez ya ha sido homologada la pieza, muy probablemente, estas modificaciones se quedarán grabadas como parte del proceso de inyección ideal, dado que serán, aparentemente, imprescindibles para obtener la calidad deseada y homologada finalmente por nuestro cliente.
Debemos tener muy en cuenta que, en muchas ocasiones, el resultado de esta modificación de parámetros aparentemente “tan lógica”, puede ser una carga económica para el costo de la pieza que fabricamos; ya que, muy probablemente, se habrá incrementado del tiempo de ciclo, quizás también, la temperatura de la masa o el molde, y si existían rechupes, muy probablemente también incrementaremos la presión de inyección, con el consiguiente incremento del peso de la pieza inyectada, cosa que, casi siempre, hará que el peso final obtenido sea superior al teórico empleado para realizar la oferta.

No debemos caer en la obviedad de pensar que la toma de este tipo decisiones, es o debe ser responsabilidad única del técnico que está manipulando la máquina de inyección, pues todas las personas que están involucradas desde el principio, directa o indirectamente, en el diseño del producto, en el diseño y fabricación del molde, en la elección de la materia prima, los aditivos que esta debe contener, los colorantes, el tipo de acabado que tendrá la pieza, etc., deberían tener un criterio de análisis y conocimiento muchos más amplios, que les permitan conocer la gran influencia en los costos finales de la pieza, que tienen los diferentes parámetros que determinan un proceso de inyección.
Sirva como muestra este ejemplo: en la inyección de una pieza, se observa que cuesta conseguir un llenado regular y estable de las cavidades; se decide que, puesto que la temperatura de la masa ya se había incrementado previamente, la mejor solución era incrementar la temperatura del molde, siendo únicamente necesario el incremento del 1%; aparentemente esta era la “decisión más lógica”. Dado que así se facilitaba el flujo del material, se reducirían tensiones de la pieza y el llenado de la pieza sería más estable. Efectivamente esto es lo que ocurrió, y se dio por validada tanto la calidad de la pieza como los parámetros de proceso utilizados para su inyección; entre ellos el ciclo total que se dio por óptimo.
El resultado real de esta “decisión lógica”, fue que al incrementar las temperaturas de la masa y del molde, también se incrementó el consumo energético unitario por ciclo, y aunque quizás parezca que no es lo más importante, también debemos tener muy en cuenta que al incrementar la temperatura del molde, aunque solo sea en un 1%, también se incrementó al mismo tiempo el tiempo ciclo total en un 2%, o lo que es lo mismo: la pieza se estaba fabricando con un ciclo y un costo superior al que estaba previsto inicialmente, gracias a esta “decisión muy lógica”, pero aparentemente inevitable, el margen de producción había bajado.
Pasado un tiempo, este mismo molde fue enviado a otra empresa transformadora, la cual cuando analizó detalladamente los parámetros de proceso que empleaba el anterior transformador, pensó que quizás el ciclo para esta pieza era un poco elevado, teniendo en cuenta el tipo de material empleado. Así empezó a plantearse la idoneidad de aquellos valores.
Por esta razón, el nuevo transformador, después de analizar el molde y la pieza detalladamente, determinó que para el tamaño y volumen de la pieza, el punto de inyección era excesivamente pequeño. Así que se procedió a modificar su tamaño, incrementando la sección de paso de material.
Con este sencillo análisis y esta sencilla modificación obtuvo una mejor y fácil fluencia del material, pudiendo reducir la temperatura de masa, y la del propio molde. Con ello redujo el consumo de la energía necesaria para transformar la pieza y por si fuera poco adicionalmente, también se redujo el tiempo de ciclo, puesto que la temperatura de la masa y el molde eran sensiblemente inferiores, y a la vez, se podía desmoldear la pieza en menos tiempo sin sufrir variaciones dimensionales.
Esto nos lleva a confirmar que el análisis profundo y metódico, que nos permita encontrar la raíz del problema, nos dará un nuevo punto de vista para la aplicación de posibles soluciones, y que con toda seguridad nos harán más competitivos y permitirán la generación de unos mayores beneficios.
Desde el Centro Español de Plásticos somos conscientes de la necesidad que existe en formar sobre este tema tan específico, no solo a los integrantes de los departamentos de producción, también a los gerentes y directivos, ingenieros de diseño y proceso, responsables de calidad, así como al personal del área comercial y de compras, puesto que el conocimiento de los motivos que pueden causar estas faltas de calidad, y su más que probable incremento de los costes del producto final es básico para poder afrontarlos.
Por todo ello, hemos organizado un taller interactivo sobre el análisis de defectos (Troubleshooting) en la inyección de plásticos , en el que durante dos días, nuestros expertos, analizaran detalladamente y en profundidad, todos los problemas de calidad que pueden presentan las piezas de plástico y sus posibles soluciones a cada uno de los mismo, siempre teniendo en cuenta la solución más práctica e idónea y sobre todo pensando en cuál de ellas es la más económica, que permita rentabilizar al máximo producto que estamos fabricando.
Durante el segundo día de este Taller interactivo, todos los asistentes que lo deseen, tendrán la oportunidad de mostrar sus propias piezas, con el fin de analizar las posibles soluciones a sus problemáticas particulares.
Ángel Lozano, director general del Centro Español de Plásticos
Interempresas
17 Octubre 2016
Mimaki presentará nuevas soluciones digitales para la industria del plástico en K 2016
Mimaki, uno de los principales fabricantes de impresoras de inyección de tinta de gran formato y máquinas de corte para los mercados del plástico, gráfico/rotulación, textil/vestuario e industrial, presentará nuevas soluciones para la industria del plástico en la feria K 2016, que se celebrará del 19 al 26 de octubre en Düsseldorf. Los asistentes encontrarán a Mimaki en el stand A36 (pabellón 4).

Nuevas impresoras de inyección de tinta de curado UV para plástico
El público del stand de Mimaki en la feria será el primero en ver las nuevas impresoras planas UV UJF-3042 MkII y UJF-6042 MkII, que ofrecen la mejor velocidad de impresión de su categoría, con buena adhesión a acrílicos y otros materiales, como cristal, metal o resinas. Son también ideales para producir interruptores de membrana o fundas de smartphone que deben ser prensadas o plegadas. Estos sistemas pueden utilizar una gran variedad de tipos de tinta que les permiten imprimir sobre materiales tanto rígidos como flexibles, entre los que destacan las tintas diseñadas para la máxima durabilidad con una gran resistencia a los arañazos, y tintas que pueden estirarse hasta un 170% sin agrietarse. Es posible añadir texturas con una tinta de barniz transparente.
“Creemos que el público de nuestro stand disfrutará viendo las distintas aplicaciones que pueden producir estos modelos de impresora plana UV”, señala Mike Horsten, director de marketing EMEA de Mimaki. “Con formatos de hasta 60 x 42 cm, ofrecen una calidad de impresión superior gracias a una tecnología de mesa completamente rediseñada, ampliando la gama de aplicaciones que se pueden imprimir directamente sobre materiales rígidos. Gracias a ello, es posible producir de forma rentable maquetas, muestras y tiradas cortas de productos que anteriormente los responsables de la cadena de suministro del plástico tenían dificultades para crear”.

Innovación en termoconformado digital
Mimaki también presentará su impresora de gran formato multipropósito UJF-7151plus, capaz de imprimir sobre distintos soportes, incluidos plástico, metal, madera, cuero y cristal con tamaños de hasta 71 cm de anchura x 50 cm de longitud y 15 cm de grosor. “Expondremos dos de estas impresionantes impresoras en nuestro stand”, agrega Horsten. “Tenemos muchas ganas de realizar una demostración de esta impresora con nuestra tinta de termoconformado LUS-350. Mimaki LUS-350 es una tinta elástica única, idónea para una gama amplia de aplicaciones termoconformadas, en especial las que necesitan ser duras y duraderas, como en el caso de las piezas de automóviles. La tinta Mimaki LUS-350 es compatible con las impresoras Mimaki UJF-7151plus, JFX200-2513 y JFX200-2531. La tinta está disponible en CMYK, blanco y como barniz transparente para añadir textura. También tenemos una máquina de formado por vacío Formech 508FS en el stand, con el objetivo de que los visitantes puedan conocer todo el proceso”.

Corte a medida
El acabado de tiradas cortas de productos, ya sean maquetas, muestras o productos finales, también puede suponer todo un reto: requiere tiempo, es costoso y se presta a errores. La máquina de corte plana CFL-605RT se podrá ver en el salón K 2016 en combinación con la Mimaki UJF-6042 MkII. Esta solución compacta y multifuncional es ideal para cortar una gran variedad de materiales de hasta 10 mm de grosor, como PET, espuma o papel, usando distintas funciones de corte. También incluye un paquete de plug-ins de corte que facilitan su uso y minimizan las probabilidades de error.
“Tenemos ganas de reunirnos con profesionales del plástico procedentes de todos los puntos de la cadena de suministro de plásticos en la feria K 2016”, concluye Horsten. “Creemos que les interesará mucho lo que podemos ofrecerles. Para nosotros, es un placer debatir con el público cómo podemos aportar aún más soluciones especializadas que contribuyan a hacer que sus empresas sean más productivas y rentables”.
Redacción Interempresas
19 Octubre 2016
Nuevas impresoras de inyección de tinta de curado UV para plástico
El público del stand de Mimaki en la feria será el primero en ver las nuevas impresoras planas UV UJF-3042 MkII y UJF-6042 MkII, que ofrecen la mejor velocidad de impresión de su categoría, con buena adhesión a acrílicos y otros materiales, como cristal, metal o resinas. Son también ideales para producir interruptores de membrana o fundas de smartphone que deben ser prensadas o plegadas. Estos sistemas pueden utilizar una gran variedad de tipos de tinta que les permiten imprimir sobre materiales tanto rígidos como flexibles, entre los que destacan las tintas diseñadas para la máxima durabilidad con una gran resistencia a los arañazos, y tintas que pueden estirarse hasta un 170% sin agrietarse. Es posible añadir texturas con una tinta de barniz transparente.
“Creemos que el público de nuestro stand disfrutará viendo las distintas aplicaciones que pueden producir estos modelos de impresora plana UV”, señala Mike Horsten, director de marketing EMEA de Mimaki. “Con formatos de hasta 60 x 42 cm, ofrecen una calidad de impresión superior gracias a una tecnología de mesa completamente rediseñada, ampliando la gama de aplicaciones que se pueden imprimir directamente sobre materiales rígidos. Gracias a ello, es posible producir de forma rentable maquetas, muestras y tiradas cortas de productos que anteriormente los responsables de la cadena de suministro del plástico tenían dificultades para crear”.

Innovación en termoconformado digital
Mimaki también presentará su impresora de gran formato multipropósito UJF-7151plus, capaz de imprimir sobre distintos soportes, incluidos plástico, metal, madera, cuero y cristal con tamaños de hasta 71 cm de anchura x 50 cm de longitud y 15 cm de grosor. “Expondremos dos de estas impresionantes impresoras en nuestro stand”, agrega Horsten. “Tenemos muchas ganas de realizar una demostración de esta impresora con nuestra tinta de termoconformado LUS-350. Mimaki LUS-350 es una tinta elástica única, idónea para una gama amplia de aplicaciones termoconformadas, en especial las que necesitan ser duras y duraderas, como en el caso de las piezas de automóviles. La tinta Mimaki LUS-350 es compatible con las impresoras Mimaki UJF-7151plus, JFX200-2513 y JFX200-2531. La tinta está disponible en CMYK, blanco y como barniz transparente para añadir textura. También tenemos una máquina de formado por vacío Formech 508FS en el stand, con el objetivo de que los visitantes puedan conocer todo el proceso”.

Corte a medida
El acabado de tiradas cortas de productos, ya sean maquetas, muestras o productos finales, también puede suponer todo un reto: requiere tiempo, es costoso y se presta a errores. La máquina de corte plana CFL-605RT se podrá ver en el salón K 2016 en combinación con la Mimaki UJF-6042 MkII. Esta solución compacta y multifuncional es ideal para cortar una gran variedad de materiales de hasta 10 mm de grosor, como PET, espuma o papel, usando distintas funciones de corte. También incluye un paquete de plug-ins de corte que facilitan su uso y minimizan las probabilidades de error.
“Tenemos ganas de reunirnos con profesionales del plástico procedentes de todos los puntos de la cadena de suministro de plásticos en la feria K 2016”, concluye Horsten. “Creemos que les interesará mucho lo que podemos ofrecerles. Para nosotros, es un placer debatir con el público cómo podemos aportar aún más soluciones especializadas que contribuyan a hacer que sus empresas sean más productivas y rentables”.
Redacción Interempresas
19 Octubre 2016
21 de octubre de 2016
Aplicaciones de Extrusores de Doble Tornillo
Históricamente, las extrusoras de doble tornillo se han utilizado para compuestos, extrusión de perfiles (en particular PVC en doble tornillo cónico o contrarrotante paralelo), desvolatilización, y extrusión reactiva. Recientemente, el doble tornillo está encontrando uso en otras aplicaciones de extrusión, conforme los procesadores están entendiendo la ventaja económica de formular sus propios compuestos y extruirlos directamente en productos acabados tales como laminas o películas, espuma, reciclado y otras formas extruidas.
El gráfico en la Tabla 15.1 compara las aplicaciones de extrusión de doble tornillo para compuestos y extrusión de perfiles con el equipo utilizado y las condiciones de procesamiento. Algunas comparaciones son muy evidentes, mientras que otros requieren explicación. En compuestos, el porcentaje de llenado de tornillo es bajo debido a la alta velocidad y el tiempo de residencia corto en la extrusora.

El uso de doble tornillos se compara con la extrusión mono tornillo, donde se hace una importante cantidad de compuestos y extrusión de perfiles.
Los tornillos tangenciales son extrusoras de doble tornillo, contrarrotantes, paralelos, no entrelazados. Estos se utilizan principalmente para compuestos, desgasificación, y extrusión reactiva; ellos no se utilizan en extrusión de perfiles.
15.1 Compuestos
El principal uso para la extrusión de doble tornillo sigue siendo la fabricación de compuestos de resinas y formulaciones (principalmente co-rotante) o la extrusión de perfiles de PVC rígido para la fachada de la casa, canalones, bajantes, tuberías, pisos, y los perfiles de ventana (los cuales usan extrusoras contrarrotantes, cónicas y paralelas). En compuestos, cada usuario se desarrolla la configuración de tornillo para aplicaciones particulares, y esa configuración de tornillo es tratada como información patentada.
La flexibilidad y versatilidad de extrusores de doble tornillo esta demostrada por su
La adición aguas abajo permite incorporar un mezclado distributivo en el diseño de tornillo después de que la adición de fibra para distribuir adecuadamente las fibras y romper los haces de fibras, sin destruir la longitud de la fibra.
El mismo enfoque de adición aguas abajo se utiliza para los aditivos sensibles al cizallamiento. Los agentes de soplado, microesferas, u otros aditivos pueden ser destruidos en la garganta de alimentación del extrusor o dañados en la sección de fusión debido al alto cizallamiento. Se pueden optimizar los diseños de tornillo para mezclar suavemente los ingredientes dentro del fundido, mientras que proporciona la mejor distribución y dispersión de aditivo en el producto final.
Los aditivos líquidos, tales como concentrados de color, plastificantes, lubricantes, aceite mineral, etc., se añaden fácilmente aguas abajo con la extrusión de doble tornillo. Dependiendo de cuanto líquido se añade y su estabilidad térmica, el líquido se puede añadir en más de una ubicación a lo largo del cilindro para proporcionar la concentración apropiada en el producto final y la mezcla adecuada. Los mezcladores de engranajes colocados ya sea directamente debajo el puerto de inyección de líquido o más lejos aguas abajo, mezclan eficazmente el líquido en la resina fundida.
Si la concentración de líquido es alta, la adición se puede dividir en mitades o terceras partes, con una mitad o dos tercios agregados en el primer puerto de inyección de líquido y la ultima mitad o tercio añadido en un segundo puerto de inyección líquida más lejos aguas abajo. Los elementos de mezcla adecuados en el tornillo proporcionan una distribución óptima.
Se usan diferentes configuraciones de alimentador para añadir componentes a diferentes puntos de entrada a lo largo de la extrusora. Algunas instalaciones tienen un altillo o segundo piso sobre la extrusora, sosteniendo los equipos de alimentación. Las corrientes de alimentación fluyen libremente por gravedad a través de tuberías a las zonas de alimentación de la extrusora. Los alimentadores se mueven fácilmente de un lugar de alimentación a otro para entregar el material a diferentes lugares de la extrusora.
Acrison Inc. hace un mezclador continuo (5), mostrado en la Fig. 15.1, que es un canal con un transportador de tornillo.

Los diferentes alimentadores están alineados sobre la cubeta en varios lugares, entregando una tasa de alimentación constante a la cubeta, de donde es retirada continuamente por el transportador de tornillo de alimentación árida directamente a la extrusora. Esto permite a los alimentadores agregar fácilmente múltiples ingredientes a una corriente de alimentación que va directamente a la garganta de alimentación del extrusor en la primera sección del cilindro o de una extrusora de alimentación lateral aguas abajo.
Hay varios sistemas de alimentación disponibles para alimentar múltiples corrientes de resina y aditivos en una abertura de alimentación de la extrusora. Los alimentadores han estado suspendidos en la estructura sobre la extrusora para suministrar resina en los diversos puntos de suministro. Diferentes enfoques funcionan, pero todos los enfoques están guiados por los siguientes requerimientos:
Con un extrusor de doble tornillo, las secciones de mezcla se pueden modificar para proporcionar la dispersión adecuada de la fase no continua o dispersa en la fase continua. Aleación es la mezcla de dos diferentes sistemas de resina con dos temperaturas de transición vítrea distintas, por ejemplo, poliestireno y óxido de polifenileno, en un extrusor para producir un tercer componente con la temperatura de transición de vidrio.
Un ejemplo de aleación es Noryl®, que se produce mediante la mezcla de poliestireno y óxido de polifenileno en una extrusora de doble tornillo. Al igual que con la mezcla, el mezclado durante la aleación es crítica para obtener la mezcla y el tamaño de partícula apropiado. Para alear o mezclar resinas, se pueden añadir todas las resinas a la sección 1 del cilindro o la segunda resina se puede añadir aguas abajo, dependiendo de su estabilidad térmica. Si tres resinas están involucradas, dos se pueden añadir a la garganta de alimentación en la sección 1 del cilindro, y el tercer componente aguas abajo.
Otra aplicación donde la dispersión y el tamaño de partícula son importantes es la mezcla de modificadores de impacto en una matriz de resina para modificar sus propiedades de impacto. El tamaño de partícula, la distribución de tamaño de partícula, y la adhesión de las partículas a la matriz es fundamental en la obtención del máximo desempeño de la propiedad.
Es critico donde se añade el modificador de impacto y el mezclado apropiado para dispersar el modificador de impacto en la fase continua.
La producción de concentrado de color se lleva a cabo añadiendo colores en la garganta de alimentación o aguas abajo a la resina fundida. Los colorantes pueden ser líquidos o sólidos, dependiendo del colorante, la resina con que se mezcla, y su estabilidad térmica.
15,2 Extrusión Reactiva y Desgasificación
La extrusión reactiva (7,8,9) y la desgasificación se llevan a cabo en extrusores de doble tornillo co-rotantes, paralelos, entrelazados y extrusores de doble tornillo contrarrotantes, no entrelazados . La extrusión reactiva se produce cuando se añaden dos o más componentes a un extrusor y una reacción química tiene lugar en la extrusora. Las reacciones típicas realizadas en un extrusor incluyen:
Obviamente, el criterio más importante es controlar la reacción química en la extrusora. Esto requiere la estequiometría correcta para reacciones de adición, tales como el injerto o la producción de poliuretano, que son controlados por las tasas de corrientes de alimentación de ingredientes. Las reacciones de policondensación son controlados por la eliminación de agua; en consecuencia, la desvolatilización y la ventilación son críticos para la secuencia de reacción.
La reología controlada de los polímeros usa la adición de peróxido al polipropileno para reducir el peso molecular del polímero, que depende de la relación de peróxido a polipropileno. También puede ser necesario proporcionar un ambiente libre de oxígeno. Los requisitos de reacción deben ser entendidos para diseñar la configuración de tornillo y cilindro delextrusor para cumplir los objetivos.
En la práctica, extrusión reactiva es vista como varios procesos pequeños, cada uno dependiente del proceso anterior para producir el producto final correcto. Los componentes reactivos se combinan en una sección del extrusor; si un componente necesita precalentamiento y fundido antes de añadir el segundo componente, esto requiere una sección extrusora separada; los volátiles se eliminan en otra sección; el mezclado para asegurar completa reacción se produce en otra parte; y el producto final deberá ser homogenizado y extruido a través de un cabezal. Catalizadores o compatibilizadores pueden ser críticos en la secuencia de reacción; en consecuencia, la adición en el orden correcto, en cilindros de extrusores determinados, es esencial para la cinética de reacción.
Los extrusores de doble tornillo corrotantes, entrelazados y contrarrotantes no entrelazados se usan para la desvolatilización, para remover disolventes y el agua de las reacciones de polimerización, o para conducir las reacciones de polimerización hasta su finalización
Los extrusores de doble tornillo son significativamente más efectivos en la eliminación de alta concentración de compuestos volátiles, en comparación con extrusores mono tornillo. La desvolatilización es impulsado por buenos sellos de fundido y alto vacío para aislar las diferentes etapas dentro del extrusor. Para eliminar los altos niveles de solvente a concentraciones de partes por millón (ppm), se requieren altos vacíos en múltiples etapas, por lo que el material está sujeto a vacío tres o cuatro veces a lo largo de la longitud del cilindro del extrusor. Si se están eliminando solventes orgánicos, estos se condensan y reusan.
En algunas situaciones, se inyecta un agente de separación en la masa fundida de polímero para ayudar a la eliminación del solvente.
15.3 Perfiles y otras aplicaciones de extrusión de doble tornillo
Como se mencionó anteriormente, los extrusores de doble tornillo contrarrotantes, particularmente los cónicos, se utilizan en extrusión de perfiles rígidos de PVC para producir tuberías, perfiles de ventanas, revestimientos, y otros. Los extrusores contrarrotantes son particularmente eficaces para esta aplicación, por las siguientes razones
(Consulte la Tabla 15.1):
La ventaja de usar extrusores de doble husillo para estas aplicaciones es que la operación de extrusión a medida o cautiva pueden comprar resinas vírgenes y aditivos y hacer su propia compuesto antes de hacer láminas o películas. Anteriormente, un convertidor de película o lámina compraba un material preformulado de un fabricante para su operación. Es más rentable para producir el compuesto internamente e ir directamente a hacer lámina o película en una sola operación.
Además, este procedimiento tiene las ventajas añadidas de una menor historia de calor más la posibilidad de modificar y ajustar la formulación para optimizar la calidad y el desempeño del producto . Numerosos extrusores de doble tornillo corrotante se usan actualmente en aplicaciones de películas y láminas (10). La figura 15.2 muestra una configuración de coextrusión de American Leistritz usando un extrusor de doble tornillo en combinación con un extrusor mono tornillo de Merritt Davis para producir una lámina coextruida.

Los extrusores de doble tornillo se usan para el procesamiento de artículos de espuma continuos en hojas o perfiles (11). El gas se inyecta en el polímero después de la zona de fusión, donde el sello de fundido evita que el gas de soplado regrese y salga de la extrusora. El material se introduce como un gas, líquido, o agente de soplado químico para generar el gas para la formación de espuma. Los agentes químicos de soplado generan gas a una temperatura de descomposición específica. Esto permite que el agente de soplado químico sólido sea introducido aguas abajo o en la garganta de alimentación a la temperatura de fusión apropiado en que se genera gas. El dióxido de carbono y nitrógeno se utilizan como gas y se inyectan directamente en la extrusora bajo presión.
La inyección directa de gas puede producir productos de menor densidad que los agentes de soplado químico. El gas tiene que ser soluble en la matriz de resina para lograr la densidad deseada de la espuma. El pentano es un líquido que se vaporiza a temperaturas muy bajas; se inyecta como un líquido y, tras la vaporización, forma un producto espumado.
Se requieren tres zonas de mezclado para dispersar adecuadamente el agente de expansión en la resina. En primer lugar, el sello dinámico o de sellado de fundido que evita que el gas se escape a través de la garganta de alimentación deben ser suficientes para evitar que el gas fluya hacia atrás a través de la abertura de alimentación. El sello de fundido es normalmente realizado con elementos de mezclado dispersivo y una barrera restrictiva. En la segunda zona de mezclado, el mezclado distributivo combina el gas con la resina fundida para distribuir de manera uniforme a lo largo de la masa fundida. La tercera zona de mezclado es para la homogenización final del fundido antes de salir del extrusor.
La extrusión de doble tornillo es un proceso más flexible y versátil que la extrusión mono tornillo. Desde que los extrusores de doble husillo cuestan mucho más que los extrusores mono tornillo, la extrusión de doble tornillo se justifica por el aumento de su capacidad y flexibilidad para llevar a cabo los proyectos y objetivos que no se pueden hacer con la extrusión mono tornillo.
Referencias y Créditos Fotográficos
1. Mack, Martin R., "Split Feed Compounding of Highly Filled Polymers," Plastics Engineering, p. 31, (Aug) 1990.
2. Grillo, J., Petrie, S., and Papazoglou, E., "The Effects of Polymer Viscoelasticity on Fiberglass Attrition When Compounding Fiberglass Strand on the Corotating Intermeshing Twin Screw Extruder," ANTECProceedings, p. 3380, 1993.
3. Grillo, J., Andersen, P., and Papazoglou, E., "Experimental Studies for Optimizing Screw and
Die Design When Compounding Fiberglass Strand on the Corotating Twin Screw Extruder," J. Reinforced. Plastics and Composites, p. 311, 12(March), 1993.
4. Grillo, I , Andersen, R, and Papazoglou, E., "Die Design for Compounding Fiberglass Strand on the Corotating Twin Screw Extruder," ANTEC Proceedings, p. 122, 1991.
5. Acrison Inc., Moonachie, NJ.
6. Mack, Martin, "Mixing of Incompatible Polymer Systems in Corotating Twin Screw Extruders,"
ANTEC Proceedings, 1989, paper 153.
7. Thiele, William, "Reactive Compounding with Your Extruder," Plastic. Formulation, and Compounding, 2(6), 1996.
8. Thiele, William, "Introducing the Twin Screw Extruder as a Continuous Reaction and Compatibilization Tool," NRC-CNRC Short Course on Compatibilization of Polymer Blends, Dec, 1995, Boucherville, Quebec.
9. Thiele, William, and Biesenberger, Jeffery, "Integrating Compounding and Reacting with Finished
Products Extrusion," Styrenics RETEC, Feb. 1995, Dallas, Texas.
10. Elliott, Bert, and Martin, Charles, "System Design/Integration for Direct Film and Sheet Extrusion from a Twin Screw Compounding Extruder," Film & Sheet Conference, Dec, 1997.
11. Thiele, William, "Twin Screw Extruders for Foam Processing," Foam Conference, Somerset, NJ, 1996.
Extracto de:
Extrusion - The Definitive Processing Guide and Handbook - Giles, Wagner, Mount - 2005 - Twin Screw Extrusion - Applications
El gráfico en la Tabla 15.1 compara las aplicaciones de extrusión de doble tornillo para compuestos y extrusión de perfiles con el equipo utilizado y las condiciones de procesamiento. Algunas comparaciones son muy evidentes, mientras que otros requieren explicación. En compuestos, el porcentaje de llenado de tornillo es bajo debido a la alta velocidad y el tiempo de residencia corto en la extrusora.

El uso de doble tornillos se compara con la extrusión mono tornillo, donde se hace una importante cantidad de compuestos y extrusión de perfiles.
Los tornillos tangenciales son extrusoras de doble tornillo, contrarrotantes, paralelos, no entrelazados. Estos se utilizan principalmente para compuestos, desgasificación, y extrusión reactiva; ellos no se utilizan en extrusión de perfiles.
15.1 Compuestos
El principal uso para la extrusión de doble tornillo sigue siendo la fabricación de compuestos de resinas y formulaciones (principalmente co-rotante) o la extrusión de perfiles de PVC rígido para la fachada de la casa, canalones, bajantes, tuberías, pisos, y los perfiles de ventana (los cuales usan extrusoras contrarrotantes, cónicas y paralelas). En compuestos, cada usuario se desarrolla la configuración de tornillo para aplicaciones particulares, y esa configuración de tornillo es tratada como información patentada.
La flexibilidad y versatilidad de extrusores de doble tornillo esta demostrada por su
- Capacidad para alimentar líquidos fácilmente
- Alimentación aguas abajo
- Alimentación aguas abajo positiva con una extrusora de alimentación lateral
- Fácil adición de ingredientes a diferentes puertos de alimentación con los alimentadores gravimétricos o volumétricos
- Ventilación por vacío para la eliminación de sustancias volátiles
- Capacidad para desarrollar mezclado dispersivo y/o distributivo
- Facilidad de modificar diseños de tornillo para optimizar un diseño de tornillo patentado para cumplir con un objetivo específico
La adición aguas abajo permite incorporar un mezclado distributivo en el diseño de tornillo después de que la adición de fibra para distribuir adecuadamente las fibras y romper los haces de fibras, sin destruir la longitud de la fibra.
El mismo enfoque de adición aguas abajo se utiliza para los aditivos sensibles al cizallamiento. Los agentes de soplado, microesferas, u otros aditivos pueden ser destruidos en la garganta de alimentación del extrusor o dañados en la sección de fusión debido al alto cizallamiento. Se pueden optimizar los diseños de tornillo para mezclar suavemente los ingredientes dentro del fundido, mientras que proporciona la mejor distribución y dispersión de aditivo en el producto final.
Los aditivos líquidos, tales como concentrados de color, plastificantes, lubricantes, aceite mineral, etc., se añaden fácilmente aguas abajo con la extrusión de doble tornillo. Dependiendo de cuanto líquido se añade y su estabilidad térmica, el líquido se puede añadir en más de una ubicación a lo largo del cilindro para proporcionar la concentración apropiada en el producto final y la mezcla adecuada. Los mezcladores de engranajes colocados ya sea directamente debajo el puerto de inyección de líquido o más lejos aguas abajo, mezclan eficazmente el líquido en la resina fundida.
Si la concentración de líquido es alta, la adición se puede dividir en mitades o terceras partes, con una mitad o dos tercios agregados en el primer puerto de inyección de líquido y la ultima mitad o tercio añadido en un segundo puerto de inyección líquida más lejos aguas abajo. Los elementos de mezcla adecuados en el tornillo proporcionan una distribución óptima.
Se usan diferentes configuraciones de alimentador para añadir componentes a diferentes puntos de entrada a lo largo de la extrusora. Algunas instalaciones tienen un altillo o segundo piso sobre la extrusora, sosteniendo los equipos de alimentación. Las corrientes de alimentación fluyen libremente por gravedad a través de tuberías a las zonas de alimentación de la extrusora. Los alimentadores se mueven fácilmente de un lugar de alimentación a otro para entregar el material a diferentes lugares de la extrusora.
Acrison Inc. hace un mezclador continuo (5), mostrado en la Fig. 15.1, que es un canal con un transportador de tornillo.

Los diferentes alimentadores están alineados sobre la cubeta en varios lugares, entregando una tasa de alimentación constante a la cubeta, de donde es retirada continuamente por el transportador de tornillo de alimentación árida directamente a la extrusora. Esto permite a los alimentadores agregar fácilmente múltiples ingredientes a una corriente de alimentación que va directamente a la garganta de alimentación del extrusor en la primera sección del cilindro o de una extrusora de alimentación lateral aguas abajo.
Hay varios sistemas de alimentación disponibles para alimentar múltiples corrientes de resina y aditivos en una abertura de alimentación de la extrusora. Los alimentadores han estado suspendidos en la estructura sobre la extrusora para suministrar resina en los diversos puntos de suministro. Diferentes enfoques funcionan, pero todos los enfoques están guiados por los siguientes requerimientos:
- Espacio disponible
- Capacidad para limpiar el equipo entre corridas
- Sistema para entregar resina o aditivos a la tolva de alimentación
- Flexibilidad para cambiar las ubicaciones del alimentador
- La necesidad de calibrar y cambiar de una posición a otra
Con un extrusor de doble tornillo, las secciones de mezcla se pueden modificar para proporcionar la dispersión adecuada de la fase no continua o dispersa en la fase continua. Aleación es la mezcla de dos diferentes sistemas de resina con dos temperaturas de transición vítrea distintas, por ejemplo, poliestireno y óxido de polifenileno, en un extrusor para producir un tercer componente con la temperatura de transición de vidrio.
Un ejemplo de aleación es Noryl®, que se produce mediante la mezcla de poliestireno y óxido de polifenileno en una extrusora de doble tornillo. Al igual que con la mezcla, el mezclado durante la aleación es crítica para obtener la mezcla y el tamaño de partícula apropiado. Para alear o mezclar resinas, se pueden añadir todas las resinas a la sección 1 del cilindro o la segunda resina se puede añadir aguas abajo, dependiendo de su estabilidad térmica. Si tres resinas están involucradas, dos se pueden añadir a la garganta de alimentación en la sección 1 del cilindro, y el tercer componente aguas abajo.
Otra aplicación donde la dispersión y el tamaño de partícula son importantes es la mezcla de modificadores de impacto en una matriz de resina para modificar sus propiedades de impacto. El tamaño de partícula, la distribución de tamaño de partícula, y la adhesión de las partículas a la matriz es fundamental en la obtención del máximo desempeño de la propiedad.
Es critico donde se añade el modificador de impacto y el mezclado apropiado para dispersar el modificador de impacto en la fase continua.
La producción de concentrado de color se lleva a cabo añadiendo colores en la garganta de alimentación o aguas abajo a la resina fundida. Los colorantes pueden ser líquidos o sólidos, dependiendo del colorante, la resina con que se mezcla, y su estabilidad térmica.
15,2 Extrusión Reactiva y Desgasificación
La extrusión reactiva (7,8,9) y la desgasificación se llevan a cabo en extrusores de doble tornillo co-rotantes, paralelos, entrelazados y extrusores de doble tornillo contrarrotantes, no entrelazados . La extrusión reactiva se produce cuando se añaden dos o más componentes a un extrusor y una reacción química tiene lugar en la extrusora. Las reacciones típicas realizadas en un extrusor incluyen:
- Reticulación
- Injerto
- Policondensación
- Polimerización a granel
- Funcionalización de cadena principal de resina
- Compatibilización
- Despolimerización o degradación controlada
- El polipropileno con injerto de anhídrido maleico
- Noryl GTX
- Nylon con injerto de anhídrido maleico
- Poliuretanos
- Despolimerización de polipropileno
- Facilidad de correr a alta temperatura para acelerar la reacción
- Adición secuencial de ingredientes para llevar a cabo la secuencia de adición deseada
- Mezclado dispersivo y distributivo eficiente en la ubicación adecuada
- El contacto íntimo de los diversos ingredientes que resultan de bajo volumen en la zona de reacción de la extrusora
- Tiempo de reacción controlado logrado con la distribución estrecha del tiempo de residencia
- Mayor velocidad de reacción mediante el control de la temperatura de reacción
- Capacidad para lograr la reacción en un medio de alta viscosidad y aún así tener una buena mezcla
Obviamente, el criterio más importante es controlar la reacción química en la extrusora. Esto requiere la estequiometría correcta para reacciones de adición, tales como el injerto o la producción de poliuretano, que son controlados por las tasas de corrientes de alimentación de ingredientes. Las reacciones de policondensación son controlados por la eliminación de agua; en consecuencia, la desvolatilización y la ventilación son críticos para la secuencia de reacción.
La reología controlada de los polímeros usa la adición de peróxido al polipropileno para reducir el peso molecular del polímero, que depende de la relación de peróxido a polipropileno. También puede ser necesario proporcionar un ambiente libre de oxígeno. Los requisitos de reacción deben ser entendidos para diseñar la configuración de tornillo y cilindro delextrusor para cumplir los objetivos.
En la práctica, extrusión reactiva es vista como varios procesos pequeños, cada uno dependiente del proceso anterior para producir el producto final correcto. Los componentes reactivos se combinan en una sección del extrusor; si un componente necesita precalentamiento y fundido antes de añadir el segundo componente, esto requiere una sección extrusora separada; los volátiles se eliminan en otra sección; el mezclado para asegurar completa reacción se produce en otra parte; y el producto final deberá ser homogenizado y extruido a través de un cabezal. Catalizadores o compatibilizadores pueden ser críticos en la secuencia de reacción; en consecuencia, la adición en el orden correcto, en cilindros de extrusores determinados, es esencial para la cinética de reacción.
Los extrusores de doble tornillo corrotantes, entrelazados y contrarrotantes no entrelazados se usan para la desvolatilización, para remover disolventes y el agua de las reacciones de polimerización, o para conducir las reacciones de polimerización hasta su finalización
Los extrusores de doble tornillo son significativamente más efectivos en la eliminación de alta concentración de compuestos volátiles, en comparación con extrusores mono tornillo. La desvolatilización es impulsado por buenos sellos de fundido y alto vacío para aislar las diferentes etapas dentro del extrusor. Para eliminar los altos niveles de solvente a concentraciones de partes por millón (ppm), se requieren altos vacíos en múltiples etapas, por lo que el material está sujeto a vacío tres o cuatro veces a lo largo de la longitud del cilindro del extrusor. Si se están eliminando solventes orgánicos, estos se condensan y reusan.
En algunas situaciones, se inyecta un agente de separación en la masa fundida de polímero para ayudar a la eliminación del solvente.
15.3 Perfiles y otras aplicaciones de extrusión de doble tornillo
Como se mencionó anteriormente, los extrusores de doble tornillo contrarrotantes, particularmente los cónicos, se utilizan en extrusión de perfiles rígidos de PVC para producir tuberías, perfiles de ventanas, revestimientos, y otros. Los extrusores contrarrotantes son particularmente eficaces para esta aplicación, por las siguientes razones
(Consulte la Tabla 15.1):
- Corren a baja velocidad del tornillo, generado bajo cizallamiento por calor.
- Su mecanismo de bombeo positivo desarrolla alta uniforme presión del cabezal.
- Proporcionan un mezclado superior para la formulación de PVC.
- Ellos tienen un alto llenado de tornillo.
La ventaja de usar extrusores de doble husillo para estas aplicaciones es que la operación de extrusión a medida o cautiva pueden comprar resinas vírgenes y aditivos y hacer su propia compuesto antes de hacer láminas o películas. Anteriormente, un convertidor de película o lámina compraba un material preformulado de un fabricante para su operación. Es más rentable para producir el compuesto internamente e ir directamente a hacer lámina o película en una sola operación.
Además, este procedimiento tiene las ventajas añadidas de una menor historia de calor más la posibilidad de modificar y ajustar la formulación para optimizar la calidad y el desempeño del producto . Numerosos extrusores de doble tornillo corrotante se usan actualmente en aplicaciones de películas y láminas (10). La figura 15.2 muestra una configuración de coextrusión de American Leistritz usando un extrusor de doble tornillo en combinación con un extrusor mono tornillo de Merritt Davis para producir una lámina coextruida.

Los extrusores de doble tornillo se usan para el procesamiento de artículos de espuma continuos en hojas o perfiles (11). El gas se inyecta en el polímero después de la zona de fusión, donde el sello de fundido evita que el gas de soplado regrese y salga de la extrusora. El material se introduce como un gas, líquido, o agente de soplado químico para generar el gas para la formación de espuma. Los agentes químicos de soplado generan gas a una temperatura de descomposición específica. Esto permite que el agente de soplado químico sólido sea introducido aguas abajo o en la garganta de alimentación a la temperatura de fusión apropiado en que se genera gas. El dióxido de carbono y nitrógeno se utilizan como gas y se inyectan directamente en la extrusora bajo presión.
La inyección directa de gas puede producir productos de menor densidad que los agentes de soplado químico. El gas tiene que ser soluble en la matriz de resina para lograr la densidad deseada de la espuma. El pentano es un líquido que se vaporiza a temperaturas muy bajas; se inyecta como un líquido y, tras la vaporización, forma un producto espumado.
Se requieren tres zonas de mezclado para dispersar adecuadamente el agente de expansión en la resina. En primer lugar, el sello dinámico o de sellado de fundido que evita que el gas se escape a través de la garganta de alimentación deben ser suficientes para evitar que el gas fluya hacia atrás a través de la abertura de alimentación. El sello de fundido es normalmente realizado con elementos de mezclado dispersivo y una barrera restrictiva. En la segunda zona de mezclado, el mezclado distributivo combina el gas con la resina fundida para distribuir de manera uniforme a lo largo de la masa fundida. La tercera zona de mezclado es para la homogenización final del fundido antes de salir del extrusor.
La extrusión de doble tornillo es un proceso más flexible y versátil que la extrusión mono tornillo. Desde que los extrusores de doble husillo cuestan mucho más que los extrusores mono tornillo, la extrusión de doble tornillo se justifica por el aumento de su capacidad y flexibilidad para llevar a cabo los proyectos y objetivos que no se pueden hacer con la extrusión mono tornillo.
Referencias y Créditos Fotográficos
1. Mack, Martin R., "Split Feed Compounding of Highly Filled Polymers," Plastics Engineering, p. 31, (Aug) 1990.
2. Grillo, J., Petrie, S., and Papazoglou, E., "The Effects of Polymer Viscoelasticity on Fiberglass Attrition When Compounding Fiberglass Strand on the Corotating Intermeshing Twin Screw Extruder," ANTECProceedings, p. 3380, 1993.
3. Grillo, J., Andersen, P., and Papazoglou, E., "Experimental Studies for Optimizing Screw and
Die Design When Compounding Fiberglass Strand on the Corotating Twin Screw Extruder," J. Reinforced. Plastics and Composites, p. 311, 12(March), 1993.
4. Grillo, I , Andersen, R, and Papazoglou, E., "Die Design for Compounding Fiberglass Strand on the Corotating Twin Screw Extruder," ANTEC Proceedings, p. 122, 1991.
5. Acrison Inc., Moonachie, NJ.
6. Mack, Martin, "Mixing of Incompatible Polymer Systems in Corotating Twin Screw Extruders,"
ANTEC Proceedings, 1989, paper 153.
7. Thiele, William, "Reactive Compounding with Your Extruder," Plastic. Formulation, and Compounding, 2(6), 1996.
8. Thiele, William, "Introducing the Twin Screw Extruder as a Continuous Reaction and Compatibilization Tool," NRC-CNRC Short Course on Compatibilization of Polymer Blends, Dec, 1995, Boucherville, Quebec.
9. Thiele, William, and Biesenberger, Jeffery, "Integrating Compounding and Reacting with Finished
Products Extrusion," Styrenics RETEC, Feb. 1995, Dallas, Texas.
10. Elliott, Bert, and Martin, Charles, "System Design/Integration for Direct Film and Sheet Extrusion from a Twin Screw Compounding Extruder," Film & Sheet Conference, Dec, 1997.
11. Thiele, William, "Twin Screw Extruders for Foam Processing," Foam Conference, Somerset, NJ, 1996.
Extracto de:
Extrusion - The Definitive Processing Guide and Handbook - Giles, Wagner, Mount - 2005 - Twin Screw Extrusion - Applications
Suscribirse a:
Entradas (Atom)








