Ventajas de una tecnología innovadora y patentada mundialmente
Las tuberías TOM de PVC Orientado (PVC-O) se utilizan cada vez con más frecuencia en obras de canalizaciones de agua a presión, ya que son “la solución perfecta para la gestión de los recursos hídricos disponibles durante generaciones por la eficiencia y eficacia que aportan”.
 |
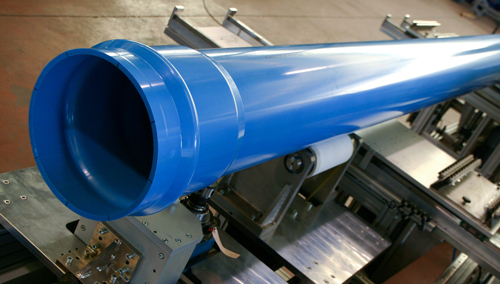
| Tubería TOM en el proceso productivo |
Esta mayor utilización se debe a las excepcionales propiedades mecánicas y a las ventajas de instalación que ofrecen dichas tuberías de PVC-O respecto a canalizaciones fabricadas con otros materiales existentes en el mercado. Esta mejora de propiedades, mayor resistencia al impacto y capacidad hidráulica entre otras, se debe al proceso de orientación molecular que tiene lugar durante su fabricación que hace que las moléculas del polímero se ordenen y den como resultado su característica estructura laminar.
El innovador sistema de fabricación de Molecor, patentado mundialmente, ofrece ventajas frente a otros procesos productivos, tanto en el ámbito industrial, debido a la optimización de costes gracias a su gran eficiencia energética y su alta productividad, como en el ámbito de producto, ofreciendo al mercado la única tubería de PVC-O con la copa integrada.
 |
| Tubería TOM DN500. |
Proceso de fabricación
Hasta el momento de la aparición en el mercado de la innovadora tecnología desarrollada por Molecor, los procesos de fabricación de PVC-O presentaban dificultades y, en algunos casos, imposibilidad para fabricar tuberías de grandes diámetros y altas presiones. Esta nueva tecnología permite fabricar tuberías de diámetros nominales de 500 y 630 milímetros de hasta 25 atmósferas de presión, convirtiéndose así en el primer fabricante mundial en conseguirlo. La mejora tecnológica que presenta este exclusivo sistema de fabricación redunda en una mejora de la calidad de la tubería fabricada, por lo que “TOM es la nueva generación de tubería de PVC-O”.
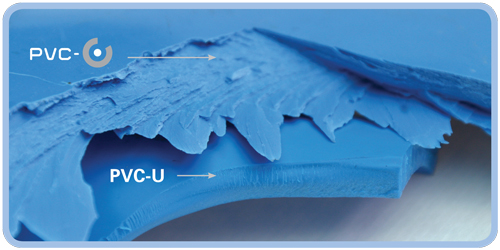
Las tuberías de PVC orientado (PVC-O) se fabrican mediante un proceso de extrusión convencional y posterior orientación molecular. La orientación molecular es un proceso físico que modifica la estructura molecular del PVC convencional, pasando de una estructura amorfa a otra laminar que mejora de forma significativa las propiedades mecánicas del producto, a la vez que mantiene intactas sus propiedades químicas.
 |
| Comparativa de estructuras laminares. |
Procedimientos de fabricación para este tipo de tuberías
Proceso batch o por lotes
Este proceso ser produce en dos etapas. En primer lugar, se realiza la extrusión convencional de una tubería base o proforma, diseñada dimensionalmente de acuerdo a las especificaciones exigidas en el producto final. En la segunda etapa, la proforma inicial, de forma manual y tubo a tubo, es introducida en un molde, y bajo unas determinadas condiciones de presión y temperatura, es expandida contra dicho molde, produciéndose en ese momento la orientación molecular.
Proceso en linea o continuo
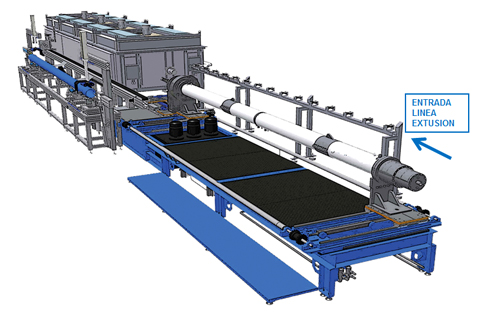
En este proceso, la extrusión y la orientación molecular tienen lugar de forma consecutiva sobre la propia línea de extrusión, de forma que el tubo base extruido, también de forma convencional, es expandido mecánicamente produciendo así la orientación molecular de la tubería de forma continua.
En ambos casos, el tubo ya orientado es enfriado y cortado según la longitud deseada en el tubo final, para después pasar a otra etapa posterior, donde es nuevamente sometido a temperatura y presión, y así poder realizar el conformado de la embocadura o copa.
Proceso Molecor
En este sistema de fabricación se combinan los dos procedimientos anteriores, aunando las ventajas que ofrecen cada uno de ellos y eliminando las desventajas de los mismos. De igual manera que en el sistema in batch, se fabrica un tubo base, que es expandido dentro de un molde para obtener el tubo orientado, pero el proceso es automático y se realiza la producción en continuo
La gran diferencia, se encuentra en la embocadura integrada de la tubería TOM, ya que es conformada en el mismo proceso de orientación que el resto del tubo. De esta forma, se puede asegurar que la copa está orientada al 100% y, por tanto, mantiene intactas todas las mejoras de propiedades que se han producido gracias a la orientación molecular.
 |
| Esquema del proceso Molecor. |
El proceso también ofrece otras ventajas, tanto industriales como de calidad de producto, entre las que cabe destacar:
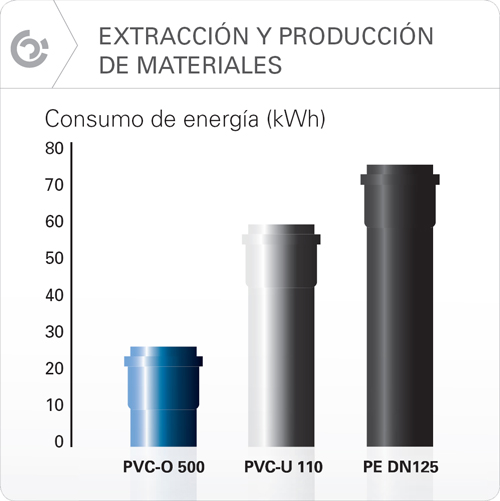
- Optimización de recursos en materias primas. La orientación molecular, a la vez que produce un aumento de las propiedades mecánicas, hace que disminuya el espesor de la pared. Esto redunda en un menor consumo de materias primas, que se traduce en ahorro de energía durante la extracción de las mismas y también durante la producción del material.
- Gran eficiencia energética. El proceso requiere mucha menos energía que la necesaria para la producción de conducciones de otros materiales e incluso que otros procesos de fabricación de tubos de PVC-O.
- Automatización. Se reduce la mano de obra necesaria durante la fabricación y se asegura la máxima calidad del producto, ya que se elimina, en gran medida, lo posibilidad del error humano.
- Alta productividad que hace poder dar una respuesta rápida a las necesidades de suministro del cliente.
 |
| Gráfico de ahorro energético en producción. |
¿Cuáles son las ventajas que ofrece el PVC-O?
Las tuberías de PVC-O ofrecen interesantes ventajas respecto a tuberías de materiales como fundición dúctil, polietileno (PE) o poliéster reforzado con fibra de vidrio (PRFV). Estas ventajas son aplicables tanto a la calidad del producto y a sus propiedades mecánicas, como al mayor rendimiento de instalación que ofrecen.
Respecto a la instalación, el mayor rendimiento de colocación de tubos y el menor coste en maquinaria y mano de obra hacen que se pueda acometer la obra en un tiempo y un coste mucho menores que si fuese ejecutada con materiales tradicionales.
El proceso de orientación molecular, además de mejorar de forma importante las propiedades mecánicas del tubo, produce una disminución del espesor de la pared del mismo. De esta forma, las tuberías tienen un menor peso y esto hace que puedan ser manipuladas e instaladas más fácilmente y de forma manual hasta diámetro DN250mm. Además, el eficaz diseño de la copa realizado por Molecor, hace que la junta de estanqueidad quede perfectamente instalada y que la conexión entre los tubos se realice de forma más rápida.
Por otra parte, también hay que destacar, que el tubo de PVC-O es muy resistente al impacto por golpes y a la propagación de grietas, con lo que se minimizan de forma muy significativa las roturas durante su manipulación e instalación en obra. Esta resistencia es especialmente destacable a temperaturas bajas, donde otros materiales son muy frágiles.
En cuanto al producto, las ventajas que ofrece el material se deben por una parte a su naturaleza química y por otra a la mejora de propiedades que se producen durante su fabricación gracias a la orientación molecular.
El PVC es un material químicamente inerte frente a los productos presentes en la naturaleza, de forma que no se produce corrosión durante su larga vida útil, por lo que no es necesaria la utilización de recubrimientos protectores, como ocurre en las tuberías de fundición dúctil. Así, no hay que preocuparse especialmente por la calidad del suelo donde vayan a ir enterradas las tuberías, ni por la calidad del agua que circula por su interior, por lo que son perfectamente válidas para el transporte de agua tanto de consumo humano como residual. Así, se asegura que nunca se van a producir puntos de corrosión que pueden alterar la calidad del agua. De igual manera, está comprobado que se mantiene inalterada la calidad del agua que circula por su interior, ya que no se producen migraciones del material.
Por otra parte, hay que tener en cuenta, que la reducción del espesor de la pared del tubo hace que aumente de forma considerable la capacidad hidráulica de la conducción, que varía entre el 15% y el 40% dependiendo del material y el diámetro con que se compare. También se da el hecho de que las pérdidas de carga producidas son mucho menores, ya que superficie interior del tubo es extremadamente lisa y, por tanto, se puede realizar el transporte a mayor velocidad, con lo que también se aumenta la capacidad de la red y se minimiza el consumo de energía en el bombeo y la cantidad de emisiones de CO2 asociadas, con lo que las tuberías TOM ofrecen menor impacto ambiental y tienen una mejor contribución en el correcto desarrollo sostenible del planeta.
 |
| Las tuberías TOM ofrecen menor impacto ambiental. |
Otra ventaja a destacar, sobre todo al comparar con la fundición dúctil, es el mejor comportamiento que tiene el PVC-O frente al golpe de ariete, que llegan a ser hasta 3 veces inferiores, con lo que la seguridad de todos los elementos de la red aumenta de forma considerable en los cierres y aperturas de válvulas.
Interempresas
18 Junio 2012