El EVOH puede ser fácilmente coextruido con todos los tipos de poliolefinas, poliamidas y otros materiales utilizando equipos de extrusión estándar. El EVOH es un material hidrofílico, por lo que la resina de EVOH debe estar seca antes del proceso de extrusión. Las resinas EVOH tienen mala adhesión a la mayoría de los polímeros, de manera que se utilizan resinas adhesivas funcionales, comúnmente llamadas resinas de unión, para unir la capa de EVOH con las otras capas de polímero en estructuras de envasado.
Las resinas EVOH exhiben una buena estabilidad térmica cuando se utiliza en sistemas de extrusión diseñados adecuadamente con las condiciones de procesamiento adecuadas. El desperdicio generado en la coextrusión poliolefina/EVOH se recicla comúnmente como una capa de material recuperado en aplicaciones de láminas y botella. Los empaques coextruidos con EVOH también pueden ser reciclados post-consumo.
Propiedades y Aplicaciones de la resina EVOH
El EVOH se define mejor como un copolímero al azar de etileno y alcohol vinílico y los grados son identificados por el% en moles de contenido de etileno. El EVOH fue desarrollado como un derivado de PVOH con etileno como modificador. El % molar de etileno se estableció como un índice para el nivel de modificación. El % molar de etileno influye en el equilibrio de barrera a los gases y la conformabilidad / capacidad de orientación entre otras propiedades. El EVOH es más conocido y la más comúnmente utilizado por sus propiedades de barrera a los gases, sobre todo como barrera al O2 en el envasado de alimentos.
La barrera de oxígeno de EVOH es órdenes de magnitud más alta que las resinas de poliolefina de uso común e incluso que polímeros de barrera medianas como poliamida (PA) y el tereftalato de polietileno (PET). El EVOH también tiene propiedades de barrera superiores en comparación con otros materiales de alta barrera, tales como el cloruro de polivinilideno (PVDC), bajo la mayoría de condiciones.
Cuanto menor sea el % molar de etileno del EVOH , mayores son las propiedades de barrera de gas, la densidad, y la temperatura de punto de fusión, y a mayor % mol del EVOH , mayor es la flexibilidad y facilidad de procesamiento entre otras propiedades. Las calidades comerciales de EVAL EVOH oscilan desde 24 mol% a 48 mol% de etileno. La Tabla I contiene las propiedades básicas de los grados de EVOH EVAL, incluyendo% en moles de etileno, densidad, punto de fusión, las tasas de transmisión de oxígeno, y las tasas de transmisión de vapor de agua.
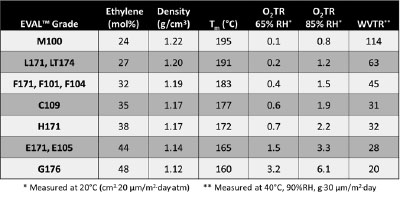
EVOH es muy versátil, por lo que es uno de los materiales de barrera dominantes para una amplia gama de aplicaciones, no sólo en aplicaciones de alimentos, sino tambien en aplicaciones no alimentarias. Además de proporcionar excelente barrera de oxígeno para el envasado de alimentos, EVOH es capaz de cumplir otros requisitos exigentes, tales como barrera de oxígeno en embalaje médicos, la preservación del sabor en el café, y de barrera a las fragancias y disolventes en los envases de cosméticos. Por ejemplo, EVAL 27% molar (tipo L) se utiliza para muy alta barrera en aplicaciones de embalaje flexible de alimentos.
.
Procesamiento de EVOH
Las resinas de EVOH se pueden procesar fácilmente en extrusión convencional de plástico y otros equipos de fabricación y no requieren modificaciones especiales como como en el caso del cloruro de polivinilideno o cloruro de polivinilo. Las resinas de EVOH exhiben propiedades reológicas similares a otras resinas y se pueden coextruir con muchos tipos de poliolefinas, nylon, poliestireno, cloruro de polivinilo, poliésteres, y poliuretanos termoplásticos.
Las resinas de EVOH tienen muy mala adhesión a la mayoría de los polímeros antes mencionados, de manera que las resinas adhesivas de poliolefinas modificadas, comúnmente llamado "resinas de unión", se utilizan para unir la capa de EVOH con la capa adyacente en la coextrusión. Algunos nylones y poliuretanos termoplásticos se adherirán directamente al EVOH sin el uso de resina de unión. Las resinas de EVOH se pueden procesar con equipos disponibles en el mercado en los siguientes procesos:
- Revestimiento por coextrusión de película y papel
- Laminación de películas por coextrusión
- Moldeo por coinyección estirado soplado
- Moldeo por coextrusión soplado
- Extrusión monocapa de película soplada y colada
- Moldeo por inyección y coinyección de envases, piezas y otras partes
- Coextrusion de películas soplada y colada multicapa
- Recubrimiento en polvo
- Coextrusion de perfiles
- Coextrusion de laminas
Al igual que otros polímeros de extrusión, las resinas de EVOH se pueden degradar por la exposición prolongada a la energía térmica, tanto en el proceso de extrusión y secado. Las condiciones de extrusión apropiados y el diseño del equipo de extrusión óptima deben ser utilizados para evitar la degradación.
Las resinas de EVOH se procesan fácilmente en extrusores convencionales sin modificación especial. Ambos tornillos, los de dosificación de una sola etapa y los de barrera se utilizan para el procesamiento de EVOH, pero los tornillos de barrera son los mas populares para el procesamiento de la resina de EVOH debido a su mayor producción. El EVOH tiene una alta afinidad al metal, por tanto los tornillos, tuberias, bloques de alimentación, y cabezales para el procesamiento de EVOH debe ser enchapados con níquel o cromo para ayudar a prevenir la acumulación de polímero degradado en el tornillo. Los tornillos con cabezales de mezclado se pueden usar para extruir resina de EVOH, pero esto generalmente no se recomienda porque los cabezales de mezclado pueden restringir el flujo y dar lugar a la degradación del fundido de EVOH. No se recomiendan los mezcladores estáticos.
El tiempo de residencia y la temperatura en el sistema de extrusión de EVOH deberian minimizarse para evitar la decoloración del polímero, geles, ojos de pescado, y los cambios significativos en la viscosidad del fundido. Se puede lograr la minimizacion del tiempo de residencia mediante el uso de extrusoras de EVOH de tamaño adecuado, evitando baja velocidad de extrusión, usando tuberías de adaptación con la longitud mínima, diámetros de agujero más pequeños y eliminando los puntos muertos en el sistema de extrusión.
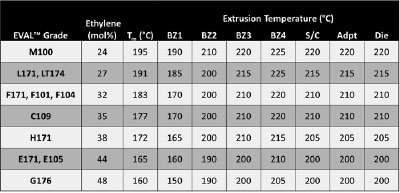
Las temperaturas de procesamiento de EVOH deben fijarse tan bajas como sea posible sin crear inestabilidad interfacial con las capas adyacentes y sin conseguir no fundidos o mala mezcla. Además, no se recomienda procesar el EVOH por encima de 240 grados °C. La Tabla II contiene temperaturas de extrusión recomendadas para EVOH. Adicionalmente, se debe evitar una parada prolongada con el EVOH en el sistema de extrusión, y el EVOH debe ser purgado totalmente del sistema antes de apagarlo. La velocidad de la extrusora de EVOH se debe establecer en no menos de 10 rpm.
Una preocupación económica en coextrusión es la pérdida de rebabas o el desperdicio de los refiles del proceso. El desperdicio de EVOH multicapa se puede recuperar y reusar. El reciclaje post-consumo de los empaques conteniendo EVOH también es posible.
El recuperado que contiene hasta 15% de EVOH se usa comúnmente como una capa discreta en estructuras de lamina multicapa para envases termoformados rígidos. El EVOH recuperado también se puede utilizar en menos de 5% en capas discretas en estructuras de película delgada, pero las propiedades ópticas y las propiedades mecánicas puede verse afectadas negativamente.
La exposición prolongada de EVOH recuperado al entorno ambiental dará lugar a una alta absorción de humedad del EVOH recuperado, por lo que este material debe ser secado antes de la extrusión.
Absorción de humedad y secado del EVOH
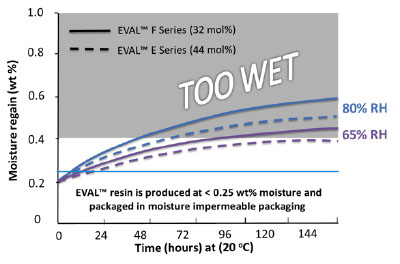
Las resinas de EVOH son inherentemente hidrofílicas, por lo que se deben tomar precauciones para evitar la absorción de humedad (ver Figura 1). Las resinas EVAL se producen con menos de 0,25% en peso de humedad y se despachan en cajas forradas o bolsas impermeables a la humedad a base de laminado de folio de aluminio para evitar la absorción de humedad. La humedad en la resina de EVOH puede causar dificultades de procesamiento, tales como la formación de espuma o huecos en el material extruido. Se deben tomar precauciones después de abrir un envase para evitar la absorción de humedad excesiva, especialmente en ambientes cálidos y húmedos. Estas precauciones incluyen:
- Mantener el contenedor EVOH lejos de las fuentes de agua y zonas húmedas
- Cortar solamente un pequeño agujero de acceso en el forro o bolsa e insertar el tubo de aspiración
- Volver a sellar la bolsa o forro después de su uso
- Usar una trampa de humedad si se utiliza un sistema de transporte de aire
Si el contenido de humedad de la resina de EVOH supera 0,4%, se debe secar en un secador de aire circulante tipo desecante a una temperatura de 90 ° a 110 ° C por hasta cuatro horas, dependiendo del nivel de humedad . Se debe tener precaución contra el exceso de secado de la resina EVOH ya que el contenido de humedad inferior al 0,05% puede causar que la resina EVOH se degrade térmicamente. El exceso de secado también puede causar un aumento de la viscosidad, lo que hace más difícil el procesamiento.
Sobre el Autor
Gene Medlock es el gerente de servicio técnico y desarrollo de la División de EVAL de Kuraray America Co., líder en producción de especialidades químicas, fibras y resinas. La compañía cuenta con una de las mejores instalaciones de investigación y producción ubicadas en Houston, TX, y una red de abastecimiento de todo el mundo. Antes de unirse a Kuraray, el era ingeniero de procesos en Kaneka High Tech Materials. Gen tiene la patente de Estados Unidos en respaldo poliméricos de alfombras, y obtuvo una licenciatura en ingeniería química de Texas A & M University.
Gene Medlock
PFFC
02 Febrero 2015









1 comentario:
Gracias si podemos agregaremos algo nuevo,
Publicar un comentario