La empresa gallega DevelopBiosystem coordina un proyecto, financiado por el Ministerio de Economía a través del programa Retos Colaboración 2016, que permitirá desarrollar nuevos biomateriales inteligentes para la regeneración de tejido maxilofacial mediante su aplicación en aerosol o inyectados, de forma que se reduzcan las intervenciones quirúrgicas a un coste muy competitivo. Aimplas, Instituto Tecnológico del Plástico, participa en el proyecto desarrollando la tecnología necesaria para obtener los innovadores formatos así como para su escalado a planta piloto. También participa en el proyecto el Grupo de Terapia Celular y Medicina Regenerativa de la Universidad de A Coruña (UDC), encargada de la evaluación toxicológica preclínica mediante un modelo in vitro.
La reconstrucción de grandes defectos de tejido es uno de los principales desafíos a los que se enfrenta la cirugía maxilofacial moderna. Hasta ahora, se empleaban injertos de hueso alogénico para los defectos más simples, pero éstos tienen inconvenientes como su alto coste, escasas propiedades mecánicas y riesgo de transmisión de enfermedades. Por eso, la ingeniería tisular se presenta como una alternativa y en concreto la aplicación de biomateriales de tercera generación, capaces de interactuar con el tejido biológico.
DevelopBiosystem, dedicada a la I+D+i en esta área, ha impulsado el proyecto Aeroinjectgro para desarrollar biomateriales que sirvan como soporte, inducción y medio para la regeneración de tejidos, especialmente aquellos destinados a la regeneración de defectos óseos causados por enfermedad o lesión que sean especialmente críticos. Concretamente se desarrollarán cuatro productos: un biomaterial con tres fases reabsorbible en tres etapas diferentes para mantener el soporte celular hasta la regeneración, unos materiales inteligentes termosensibles e inyectables con capacidad de transición de solución a gel al entrar en contacto con la temperatura corporal, un biomaterial estabilizador con función de barrera celular entre el tejido sólido y los blandos, y por último una membrana de regeneración tisular con la misma función barrera aplicable mediante aerosol.
Todos estos innovadores biomateriales se adaptarán mediante el desarrollo de nuevas tecnologías para poder ser administrados mediante inyección (formulaciones en solución que se transforman en hidrogeles estables a temperatura corporal para actuar como soportes de la regeneración tisular) y mediante aerosol (para zonas abiertas).
DevelopBiosystem, como experta en la síntesis de biomateriales, será la encargada de desarrollar los materiales, mientras que Aimplas desarrollará la tecnología necesaria para obtener el producto final y llevará a cabo el escalado a planta piloto, y el Grupo de Terapia Celular y Medicina Regenerativa de la UDC realizará la evaluación toxicológica preclínica de los productos desarrollados para demostrar la ausencia de toxicidad y la eficacia de los tratamientos desarrollados.
Interempresas
05 Mayo 2017
12 de mayo de 2017
Escotillas de plástico, adiós al acero o aluminio
Tradicionalmente, las puertas de los buques son de acero o aluminio, lo cual es perjudicial para el peso, pero también para la resistencia a la corrosión. Al ser la corrosión una amenaza que implicaba enormes costes, era natural que alguna alternativa se aplicara a la producción. La innovación de Vabo Composites, que ha recibido el premio a la innovación de JEC Composites en la categoría de náutica, ofrece dicha alternativa, ya que la empresa desarrolló una puerta para buque de material compuesto ‘lista para usar’ y escotillas diseñadas para reemplazar a la solución metálica existente.
Las ventajas de esta innovadora puerta para buque son obviamente el hecho de que los materiales compuestos tienen una gran resistencia a la corrosión y son más ligeros que el metal - una puerta completamente equipada con dimensiones 1.800 x 800 mm pesa menos de 45 kg, es decir, aproximadamente un 60% de ahorro de peso frente a la versión de acero - mejorando de este modo el equilibrio y la eficiencia del combustible de los buques. Pero las puertas de material compuesto también requieren un bajo mantenimiento, ya que no se necesita lubricación, e incluyen algunas funciones adicionales.
Las puertas superaron con éxito las pruebas de resistencia al fuego y tienen excelentes propiedades de amortiguación acústica y aislamiento, lo que significa que no hay necesidad de añadir aislamiento, como es el caso para las puertas de aluminio y acero.
Interempresas
08 Mayo 2017
 |
| Foto: JEC Composites / Vabo Composites. |
La puerta y las escotillas son producidas por RTM en un sistema de moldeo modular, que permite la producción de varias dimensiones de la puerta a un coste más bajo. El procesamiento central y de postproducción se realiza mediante fresado CNC y todas las demás piezas son ensambladas y verificadas en el taller de Vabo para asegurar que los productos pueden ser utilizados directamente en yates, cruceros, buques comerciales, etc.
Las ventajas de esta innovadora puerta para buque son obviamente el hecho de que los materiales compuestos tienen una gran resistencia a la corrosión y son más ligeros que el metal - una puerta completamente equipada con dimensiones 1.800 x 800 mm pesa menos de 45 kg, es decir, aproximadamente un 60% de ahorro de peso frente a la versión de acero - mejorando de este modo el equilibrio y la eficiencia del combustible de los buques. Pero las puertas de material compuesto también requieren un bajo mantenimiento, ya que no se necesita lubricación, e incluyen algunas funciones adicionales.
Las puertas superaron con éxito las pruebas de resistencia al fuego y tienen excelentes propiedades de amortiguación acústica y aislamiento, lo que significa que no hay necesidad de añadir aislamiento, como es el caso para las puertas de aluminio y acero.
 |
| Foto: JEC Composites / Vabo Composites |
08 Mayo 2017
Dos procesos en una sola máquina
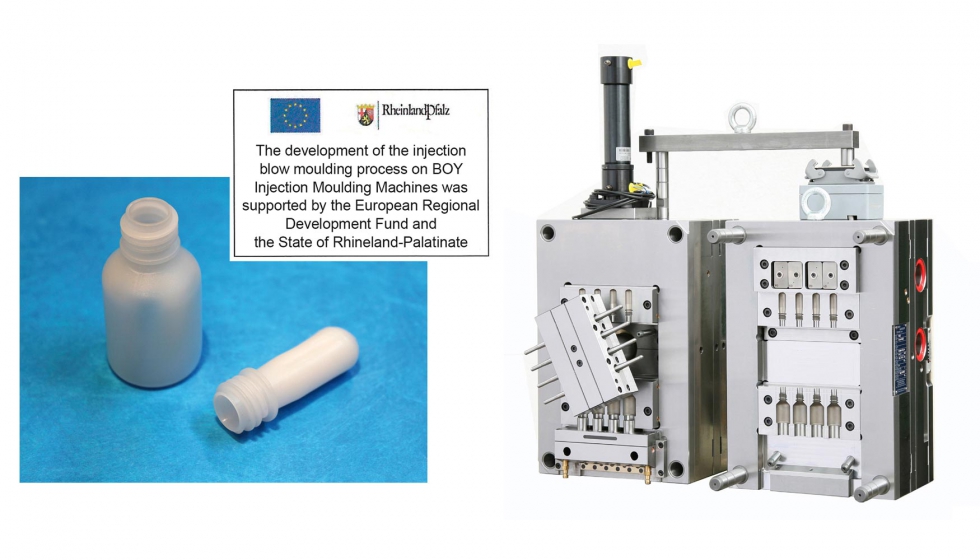
Inyección y soplado de botellas en una inyectora Dr. Boy convencional
Mientras que el moldeo por inyección y el moldeo de envases por soplado de aire se efectúan en máquinas y procesos diferentes, Dr. Boy combina ambos procesos en una máquina de Inyección convencional de su gama de inyectoras técnicas. Con el apoyo del Fondo Europeo de Desarrollo Regional y en el estado de Rhineland-Palatinate, el desarrollo de este proceso combinado se completó como proyecto piloto, para la fabricación de pequeñas botellas para colirio en una inyectora BOY 60 E en configuración para sala limpia autónoma. Un dispositivo de barrido de iones colocado sobre la unidad de cierre convierte esta zona de la máquina en una zona limpia.
En un primer paso del proceso, se inyectan 4 preformas en un molde especialmente creado para este trabajo, una vez moldeadas las preformas, el molde abre y gira 180 grados sobre un eje central, manteniendo la temperatura adecuada en estas para el segundo proceso. Tras cerrar de nuevo, se soplan las preformas con aire comprimido, para producir la botella dentro del mismo molde.
Estas botellas conservan toda la zona del cuello inyectada, con lo que la calidad de la rosca y el cierre del tapón es óptima, y dado que se utilizan canales calientes, no existe colada, recortes ni merma alguna de material, la botella sale del molde totalmente acabada. Adicionalmente, gracias a la particular concepción de la estructura del bastidor y el cierre del tipo 2 platos de las máquinas Boy, bajo el mismo molde se sitúa un Sistema de embolsado estéril, que tras la caída de las botellas acabadas, después de la expulsión, estas se sellan y transportan posteriormente por una cinta hasta el punto de empaquetado final.
 Esta aplicación es ideal para fabricar envases pequeños para cosméticos, alimentación, productos farmacéuticos, etc… de forma flexible, con un coste de inversión reducido, y la posibilidad de usar la máquina para inyección convencional, ya que la inyectora es un modelo de serie, estándar, tan solo con algunos elementos de control adicionales, utilizable con el molde adecuado para este proceso de inyección-soplado, o para inyección convencional. Dr. Boy GmbH & Co, diseña y fabrica en Alemania, desde 1968 inyectoras de pequeño tonelaje y altas prestaciones para aplicaciones de producción de piezas técnicas, micro inyección, y laboratorio. Dr. Boy está representada en España de forma exclusiva por C.T.Servicio, S.A. – Centroténica, que también es el único servicio técnico autorizado. Más información en info@centrotecnica.es y www.centrotecnica.es.
Esta aplicación es ideal para fabricar envases pequeños para cosméticos, alimentación, productos farmacéuticos, etc… de forma flexible, con un coste de inversión reducido, y la posibilidad de usar la máquina para inyección convencional, ya que la inyectora es un modelo de serie, estándar, tan solo con algunos elementos de control adicionales, utilizable con el molde adecuado para este proceso de inyección-soplado, o para inyección convencional. Dr. Boy GmbH & Co, diseña y fabrica en Alemania, desde 1968 inyectoras de pequeño tonelaje y altas prestaciones para aplicaciones de producción de piezas técnicas, micro inyección, y laboratorio. Dr. Boy está representada en España de forma exclusiva por C.T.Servicio, S.A. – Centroténica, que también es el único servicio técnico autorizado. Más información en info@centrotecnica.es y www.centrotecnica.es.
Redacción Interempresas
10 Mayo 2017
Mientras que el moldeo por inyección y el moldeo de envases por soplado de aire se efectúan en máquinas y procesos diferentes, Dr. Boy combina ambos procesos en una máquina de Inyección convencional de su gama de inyectoras técnicas. Con el apoyo del Fondo Europeo de Desarrollo Regional y en el estado de Rhineland-Palatinate, el desarrollo de este proceso combinado se completó como proyecto piloto, para la fabricación de pequeñas botellas para colirio en una inyectora BOY 60 E en configuración para sala limpia autónoma. Un dispositivo de barrido de iones colocado sobre la unidad de cierre convierte esta zona de la máquina en una zona limpia.
En un primer paso del proceso, se inyectan 4 preformas en un molde especialmente creado para este trabajo, una vez moldeadas las preformas, el molde abre y gira 180 grados sobre un eje central, manteniendo la temperatura adecuada en estas para el segundo proceso. Tras cerrar de nuevo, se soplan las preformas con aire comprimido, para producir la botella dentro del mismo molde.
Estas botellas conservan toda la zona del cuello inyectada, con lo que la calidad de la rosca y el cierre del tapón es óptima, y dado que se utilizan canales calientes, no existe colada, recortes ni merma alguna de material, la botella sale del molde totalmente acabada. Adicionalmente, gracias a la particular concepción de la estructura del bastidor y el cierre del tipo 2 platos de las máquinas Boy, bajo el mismo molde se sitúa un Sistema de embolsado estéril, que tras la caída de las botellas acabadas, después de la expulsión, estas se sellan y transportan posteriormente por una cinta hasta el punto de empaquetado final.
Redacción Interempresas
10 Mayo 2017
Nuevos envases sostenibles alargarán la vida útil de los alimentos
Ante una población mundial cada vez mayor y con un poder adquisitivo creciente, la industria agroalimentaria debe lograr un aumento de su producción compatible con la seguridad alimentaria y con la reducción del desperdicio alimentario. En este contexto, la industria del envase está realizando un enorme esfuerzo tecnológico para dar respuesta a estos retos y por ello se llevan a cabo investigaciones que permitan desarrollar nuevos envases más sostenibles, así como preservar y alargar la vida del producto envasado e informar al consumidor sobre el estado del mismo.
Con la finalidad de alargar la vida del producto envasado y desarrollar envases más sostenibles, Aimplas, Instituto Tecnológico del Plástico, coordina el proyecto Coat4Pack a través del cual se desarrollarán soluciones barrera al oxígeno para sustituir el EVOH en estructuras multicapa.
El EVOH presenta una alta barrera a Oxígeno (OTR< 1 cc/m2/24h) en condiciones de baja humedad, pero debido a que es un material muy sensible a la humedad, en condiciones de humedad alta (>80%), los valores de permeabilidad pasan a ser intermedios (OTR>5 cc/m2/24h)1, limitando así la aplicación de EVOH como material barrera en alimentos que requieran, para ser conservados, ambientes muy húmedos.
Por este motivo, el proyecto Coat4Pack centrará sus investigaciones en el desarrollo de recubrimientos barrera a oxígeno de aplicación mediante tecnologías de impresión, que permitan aligerar las estructuras de los envases flexibles para alimentación, pudiendo ser una alternativa a las estructuras barrera coextruidas de EVOH, y otorgando la posibilidad a los impresores de desarrollar estructuras técnicamente más avanzadas y con mejores propiedades.
Financiado por el Ministerio de Economía y Competitividad dentro de la convocatoria Retos- Colaboración 2016, en el proyecto también participan otras tres empresas: Artibal, Plásticos Romero e ITC Packaging.

Interempresas
05 Mayo 2017
Con la finalidad de alargar la vida del producto envasado y desarrollar envases más sostenibles, Aimplas, Instituto Tecnológico del Plástico, coordina el proyecto Coat4Pack a través del cual se desarrollarán soluciones barrera al oxígeno para sustituir el EVOH en estructuras multicapa.
El EVOH presenta una alta barrera a Oxígeno (OTR< 1 cc/m2/24h) en condiciones de baja humedad, pero debido a que es un material muy sensible a la humedad, en condiciones de humedad alta (>80%), los valores de permeabilidad pasan a ser intermedios (OTR>5 cc/m2/24h)1, limitando así la aplicación de EVOH como material barrera en alimentos que requieran, para ser conservados, ambientes muy húmedos.
Por este motivo, el proyecto Coat4Pack centrará sus investigaciones en el desarrollo de recubrimientos barrera a oxígeno de aplicación mediante tecnologías de impresión, que permitan aligerar las estructuras de los envases flexibles para alimentación, pudiendo ser una alternativa a las estructuras barrera coextruidas de EVOH, y otorgando la posibilidad a los impresores de desarrollar estructuras técnicamente más avanzadas y con mejores propiedades.
Financiado por el Ministerio de Economía y Competitividad dentro de la convocatoria Retos- Colaboración 2016, en el proyecto también participan otras tres empresas: Artibal, Plásticos Romero e ITC Packaging.
05 Mayo 2017
Industria 4.0 – Desde la Visión a la Realidad
Beneficios concretos para cadenas industriales de valor
La transformación digital hacia entornos de producción en red en términos de Industry 4.0 (I4.0) y / o Internet de las Cosas (IoT) está ganando impulso. Numerosas aplicaciones de las áreas de monitoreo de productos y procesos, tecnología de etiquetado, embalaje, logística, mantenimiento y reparación muestran hoy el potencial de optimización que tiene esta transformación a la Internet de las Cosas.
Estas "cosas" son sensores, chips RFID (identificación por radiofrecuencia), dispositivos, máquinas y plantas. En el futuro, estas "cosas" no solo se espera que entreguen información sobre todas las condiciones importantes del proceso y del sistema de forma independiente y continua, sino que también se espera que se comuniquen entre sí a través de Internet e intervengan en procesos de fabricación para corregirlas y optimizarlas sin intervención humana .
La base de esta comunicación basada en la web es el Protocolo de Internet (IP) con sus direcciones IP de identificador único. Sin embargo, el antiguo Protocolo de Internet IPv4 sólo era capaz de ofrecer un espacio de direcciones de poco menos de 4,3 mil millones de direcciones IP, que ya se habían asignado en 2012, a PC, notebooks, tabletas y teléfonos móviles. Es por eso que se desarrolló el nuevo estándar IPv6 que tiene un espacio de direcciones de 3,4 x 1038 direcciones IP.
Así que la falta de direcciones ya no es una preocupación. El cambio a IPv6 sigue en pleno apogeo. Por lo tanto, los retos no son tanto las cosas como tales y sus direcciones, sino más bien la inundación de datos que causan cuando un día cualquiera, millones de sensores estarán transmitiendo miles de datos por segundo a los servidores. Estos datos deben ser evaluados para visualizaciones y simulaciones y ser guardados para fines de documentación (trazabilidad).
Así que Internet de las cosas se basa principalmente en datos; acerca de la información recuperada de estos datos - para ser precisos. Y este es el dominio del software y los algoritmos. Lo que se puede lograr con esto por sí solo debe ser razón suficiente para impulsar activamente esta transformación. Los siguientes ejemplos muestran aplicaciones que pagan a corto plazo.
Cambio de paradigma en el mantenimiento
Los cojinetes, las transmisiones, las bombas o los sistemas de llenado y dosificación dañados no salen de la nada, sino que "dan aviso" mucho antes de que el daño realmente ocurra por desviaciones inusuales de vibración y temperatura o por cambio de consumo de energía, pérdida de presión y similares. Estas desviaciones detectadas por los sensores como parte de la supervisión de condiciones pueden ser evaluadas y visualizadas hoy dia en tiempo real gracias a programas de análisis y simulación altamente complejos y por lo tanto ser vistas en el contexto de la ingeniería de procesos.
Sobre la base de esta información, los operadores de máquinas y plantas pueden intervenir en el sistema mediante control remoto de forma selectiva y, sobre todo, independientemente de la ubicación, con el fin de ejecutar siempre los sistemas en el modo óptimo, introduciendo cambios en el programa o instalando nuevas aplicaciones y software de control. Más aun, los resultados de la simulación permiten pronósticos precisos sobre la vida útil restante de las piezas críticas de la máquina, lo que abre perspectivas completamente nuevas para el mantenimiento.
Esto significa que nos estamos alejando del mantenimiento tanto reactivo como preventivo con sus intervalos de sustitución de componentes basados en ciclos y hacia medidas de mantenimiento precisamente planificado predecibles, hasta el denominado "mantenimiento predictivo". Los beneficios son una mayor disponibilidad de máquinas y plantas, una reducción sustancial de los riesgos de tiempo inactivo, una mayor seguridad operativa y de producción, así como unos costos de mantenimiento considerablemente más bajos.
Más allá de esto, el mantenimiento predictivo es un elemento clave en la sostenibilidad. Es cierto que los operadores siempre jugaron a lo seguro al reemplazar los componentes a intervalos fijos, pero también desperdiciaron la valiosa vida útil restante de los componentes costosos porque carecían de datos fiables sobre el comportamiento de las piezas. Hoy en día, el conocimiento sobre el comportamiento del material, el esfuerzo continuo bajo cargas alternas y similares es mucho más avanzado que hace 10 o incluso 20 años.
Otro aspecto es el significativamente más alto desempeño computacional disponible hoy en día, así como un análisis más inteligente, Método de Elementos Finitos (Finite Element Method, FEM) y software de simulación. Ellos permiten determinar la vida útil remanente y predecir con un alto grado de precisión - y este conocimiento beneficia el mantenimiento predictivo.
Chateando con las máquinas
El aumento de desempeño, flexibilidad e inteligencia de las máquinas y plantas, resulta en sistemas cada vez más complejos que plantean los mayores retos para los desarrolladores de conceptos para el funcionamiento de interfaces hombre-máquina (HMI). Por hardware HMI nos referimos a los dispositivos terminales con funcionalidades de pantalla táctil que la mayoría de la gente conoce de sus teléfonos inteligentes o tabletas. Esto significa que pueden basarse en los conocimientos existentes para aprender a manejar estas máquinas y plantas - esto motiva y definitivamente acorta el tiempo de familiarización.

Un aspecto central en el desarrollo de interfaces gráficas de usuario es asegurar que estas máquinas también puedan ser operadas de manera segura por personas sin formación profesional específica y, a menudo, también sin suficientes conocimientos lingüísticos. Para evitar errores de operación, los desarrolladores de GUI se basan en elementos gráficos intuitivos en lugar de lenguaje. También están presentes las pantallas foto-realistas 3D CAD de máquinas, plantas y componentes. Más aun, las HMIs tienen que estar a la altura de las necesidades de varios usuarios - en linea con sus habilidades y autoridades.
Por lo tanto, los operadores de la máquina ven diferentes interfaces gráficas de usuario para cambiar gerentes, el personal de mantenimiento o los gerentes de producción. Esto significa que cada usuario sólo ve los datos que corresponden a su área de responsabilidad y es relevante para su situación específica. Además, los datos se limitan a lo esencial; Esto asegura una visualización fácil de comprender y una presentación instantánea de los parámetros clave de la máquina y los datos de producción.
Otras características de las modernas HMI son la movilidad y la consistencia. Existe una tendencia hacia los dispositivos móviles con los que el usuario puede controlar máquinas y equipos de forma remota dependiendo de su nivel de autoridad. Esto ahorra tiempo y gastos de viaje, especialmente en el campo de servicio y mantenimiento.
Trabajando en mundos virtuales
Cuando se trata de la Internet de las Cosas, difícilmente hay un tema que actualmente provoque tanto revuelo como los gemelos virtuales, o más bien digitales. La base técnica de los gemelos virtuales son los programas CAD 3D de alto desempeño, programas de software de simulación y análisis, así como copias virtuales 1: 1 de software real de control de máquinas y equipos. Basándose en estas herramientas de software, los gemelos digitales mapean el proceso completo de fabricación incluyendo componentes, máquinas, plantas y sus controles como un modelo virtual - completo con todos los datos físicos requeridos para la simulación. Además de esto, los gemelos digitales permiten la programación fuera de línea. Todo esto hace que los gemelos virtuales sean herramientas universales para desarrolladores, operadores y personal de mantenimiento.
Gracias a estas simulaciones de realidad cercana, los errores de diseño y/o puntos débiles ya pueden ser detectados y eliminados en la etapa de desarrollo sin haber fabricado una sola pieza real de antemano. Esto también se aplica a la programación y optimización de los controles.
Una de las aplicaciones más importantes, sin embargo, es la puesta en marcha o arranque virtual. Esto no es sólo una corrida de prueba virtual, sino que también sirve para familiarizar al operador a cargo de la máquina con las propiedades y posibilidades del sistema de una manera específica. En otras palabras: el gemelo digital es el "simulador de vuelo" para procesos, maquinaria y equipos industriales. El pre-arranque virtual antes de la puesta en marcha real vale la pena en más de una forma. En caso de que todavía existan errores en el sistema o concepto de control, se pueden remediar sin causar daños a los componentes del sistema real. La programación fuera de línea, a su vez, permite a los planificadores de producción prácticamente probar varios modos de operación. El aspecto más importante, sin embargo, es que el gemelo virtual reúne la experiencia de muchos especialistas, los cuales posteriormente pueden ser utilizados para otros proyectos.
En pocas palabras: gracias a las simulaciones sofisticadas, los fabricantes y usuarios de la planta pueden alcanzar plazos de ejecución del proyecto significativamente más cortos, arranques más rápidos y eficiencias marcadas para el desarrollo de plantas y procesos similares. Esto ahorra tiempo, pero sobre todo recursos, energía y mano de obra.

Las interfaces estandarizadas son obligatorias
La estandarización sigue siendo un desafío importante porque la mayoría de los productores de maquinaria todavía confían en sus propias interfaces. Sin embargo, la integración es la característica decisiva en la Internet de las cosas. Esta integración requiere un intercambio de datos e información especialmente consistente entre máquinas, tanto vertical como horizontalmente. Y esto hace que los protocolos estándares abiertos sean necesarios. Por lo tanto, existe una tendencia hacia las soluciones de código abierto, ya que ofrecen alta seguridad de la inversión y la independencia siendo sistemas no patentados. Un ejemplo es la Arquitectura Unificada (Unified Architecture, UA) OPC, un paquete de especificaciones para conectar máquinas de varios fabricantes. OPC UA garantiza la seguridad mediante autentificación y autorización, encriptación e integridad de datos.
Esto significa que OPC UA es ideal para un transporte seguro, fiable y no patentado de datos en bruto e información preprocesada desde el nivel de fabricación hasta la planificación superior de producción o sistemas ERP.
Incluso los sistemas antiguos pueden manejar 4.0
Muchas máquinas, líneas, motores y compresores antiguos no están equipados con los sensores y la tecnología de comunicación para Industria 4.0, a veces ni siquiera para operar como parte de sistemas en red. Esto no significa que estos sistemas sean obsoletos en vista de la transformación digital. Aquí - como una solución de principiante para Industria 4.0 - se pueden incorporar los sensores inteligentes. Ellos regularmente miden parámetros importantes de condición de las máquinas y sistemas y transmiten los datos a través de interfaces de comunicación incorporadas de forma inalámbrica a las HMI y/o a los teléfonos inteligentes o tablet PC de los empleados para su evaluación. Con estos y otros métodos sencillos, las empresas pueden entrar en el mundo de la Industria 4.0 de manera barata y seguir beneficiándose de tiempos de inactividad reducidos, tiempos de funcionamiento más largos de la máquina, así como un menor consumo de energía y similares.
Mayor informacion en http://nuv.vdma.org/interpack.
Autor: Hans Peter Fritsche, freelance trade journalist,
Redaktionsbüro H. Fritsche
Interpack 2017
La transformación digital hacia entornos de producción en red en términos de Industry 4.0 (I4.0) y / o Internet de las Cosas (IoT) está ganando impulso. Numerosas aplicaciones de las áreas de monitoreo de productos y procesos, tecnología de etiquetado, embalaje, logística, mantenimiento y reparación muestran hoy el potencial de optimización que tiene esta transformación a la Internet de las Cosas.
Estas "cosas" son sensores, chips RFID (identificación por radiofrecuencia), dispositivos, máquinas y plantas. En el futuro, estas "cosas" no solo se espera que entreguen información sobre todas las condiciones importantes del proceso y del sistema de forma independiente y continua, sino que también se espera que se comuniquen entre sí a través de Internet e intervengan en procesos de fabricación para corregirlas y optimizarlas sin intervención humana .
La base de esta comunicación basada en la web es el Protocolo de Internet (IP) con sus direcciones IP de identificador único. Sin embargo, el antiguo Protocolo de Internet IPv4 sólo era capaz de ofrecer un espacio de direcciones de poco menos de 4,3 mil millones de direcciones IP, que ya se habían asignado en 2012, a PC, notebooks, tabletas y teléfonos móviles. Es por eso que se desarrolló el nuevo estándar IPv6 que tiene un espacio de direcciones de 3,4 x 1038 direcciones IP.
Así que la falta de direcciones ya no es una preocupación. El cambio a IPv6 sigue en pleno apogeo. Por lo tanto, los retos no son tanto las cosas como tales y sus direcciones, sino más bien la inundación de datos que causan cuando un día cualquiera, millones de sensores estarán transmitiendo miles de datos por segundo a los servidores. Estos datos deben ser evaluados para visualizaciones y simulaciones y ser guardados para fines de documentación (trazabilidad).
Así que Internet de las cosas se basa principalmente en datos; acerca de la información recuperada de estos datos - para ser precisos. Y este es el dominio del software y los algoritmos. Lo que se puede lograr con esto por sí solo debe ser razón suficiente para impulsar activamente esta transformación. Los siguientes ejemplos muestran aplicaciones que pagan a corto plazo.
Cambio de paradigma en el mantenimiento
Los cojinetes, las transmisiones, las bombas o los sistemas de llenado y dosificación dañados no salen de la nada, sino que "dan aviso" mucho antes de que el daño realmente ocurra por desviaciones inusuales de vibración y temperatura o por cambio de consumo de energía, pérdida de presión y similares. Estas desviaciones detectadas por los sensores como parte de la supervisión de condiciones pueden ser evaluadas y visualizadas hoy dia en tiempo real gracias a programas de análisis y simulación altamente complejos y por lo tanto ser vistas en el contexto de la ingeniería de procesos.
Sobre la base de esta información, los operadores de máquinas y plantas pueden intervenir en el sistema mediante control remoto de forma selectiva y, sobre todo, independientemente de la ubicación, con el fin de ejecutar siempre los sistemas en el modo óptimo, introduciendo cambios en el programa o instalando nuevas aplicaciones y software de control. Más aun, los resultados de la simulación permiten pronósticos precisos sobre la vida útil restante de las piezas críticas de la máquina, lo que abre perspectivas completamente nuevas para el mantenimiento.
Esto significa que nos estamos alejando del mantenimiento tanto reactivo como preventivo con sus intervalos de sustitución de componentes basados en ciclos y hacia medidas de mantenimiento precisamente planificado predecibles, hasta el denominado "mantenimiento predictivo". Los beneficios son una mayor disponibilidad de máquinas y plantas, una reducción sustancial de los riesgos de tiempo inactivo, una mayor seguridad operativa y de producción, así como unos costos de mantenimiento considerablemente más bajos.
Más allá de esto, el mantenimiento predictivo es un elemento clave en la sostenibilidad. Es cierto que los operadores siempre jugaron a lo seguro al reemplazar los componentes a intervalos fijos, pero también desperdiciaron la valiosa vida útil restante de los componentes costosos porque carecían de datos fiables sobre el comportamiento de las piezas. Hoy en día, el conocimiento sobre el comportamiento del material, el esfuerzo continuo bajo cargas alternas y similares es mucho más avanzado que hace 10 o incluso 20 años.
Otro aspecto es el significativamente más alto desempeño computacional disponible hoy en día, así como un análisis más inteligente, Método de Elementos Finitos (Finite Element Method, FEM) y software de simulación. Ellos permiten determinar la vida útil remanente y predecir con un alto grado de precisión - y este conocimiento beneficia el mantenimiento predictivo.
Chateando con las máquinas
El aumento de desempeño, flexibilidad e inteligencia de las máquinas y plantas, resulta en sistemas cada vez más complejos que plantean los mayores retos para los desarrolladores de conceptos para el funcionamiento de interfaces hombre-máquina (HMI). Por hardware HMI nos referimos a los dispositivos terminales con funcionalidades de pantalla táctil que la mayoría de la gente conoce de sus teléfonos inteligentes o tabletas. Esto significa que pueden basarse en los conocimientos existentes para aprender a manejar estas máquinas y plantas - esto motiva y definitivamente acorta el tiempo de familiarización.

Por lo tanto, los operadores de la máquina ven diferentes interfaces gráficas de usuario para cambiar gerentes, el personal de mantenimiento o los gerentes de producción. Esto significa que cada usuario sólo ve los datos que corresponden a su área de responsabilidad y es relevante para su situación específica. Además, los datos se limitan a lo esencial; Esto asegura una visualización fácil de comprender y una presentación instantánea de los parámetros clave de la máquina y los datos de producción.
Otras características de las modernas HMI son la movilidad y la consistencia. Existe una tendencia hacia los dispositivos móviles con los que el usuario puede controlar máquinas y equipos de forma remota dependiendo de su nivel de autoridad. Esto ahorra tiempo y gastos de viaje, especialmente en el campo de servicio y mantenimiento.
Cuando se trata de la Internet de las Cosas, difícilmente hay un tema que actualmente provoque tanto revuelo como los gemelos virtuales, o más bien digitales. La base técnica de los gemelos virtuales son los programas CAD 3D de alto desempeño, programas de software de simulación y análisis, así como copias virtuales 1: 1 de software real de control de máquinas y equipos. Basándose en estas herramientas de software, los gemelos digitales mapean el proceso completo de fabricación incluyendo componentes, máquinas, plantas y sus controles como un modelo virtual - completo con todos los datos físicos requeridos para la simulación. Además de esto, los gemelos digitales permiten la programación fuera de línea. Todo esto hace que los gemelos virtuales sean herramientas universales para desarrolladores, operadores y personal de mantenimiento.
Gracias a estas simulaciones de realidad cercana, los errores de diseño y/o puntos débiles ya pueden ser detectados y eliminados en la etapa de desarrollo sin haber fabricado una sola pieza real de antemano. Esto también se aplica a la programación y optimización de los controles.
Una de las aplicaciones más importantes, sin embargo, es la puesta en marcha o arranque virtual. Esto no es sólo una corrida de prueba virtual, sino que también sirve para familiarizar al operador a cargo de la máquina con las propiedades y posibilidades del sistema de una manera específica. En otras palabras: el gemelo digital es el "simulador de vuelo" para procesos, maquinaria y equipos industriales. El pre-arranque virtual antes de la puesta en marcha real vale la pena en más de una forma. En caso de que todavía existan errores en el sistema o concepto de control, se pueden remediar sin causar daños a los componentes del sistema real. La programación fuera de línea, a su vez, permite a los planificadores de producción prácticamente probar varios modos de operación. El aspecto más importante, sin embargo, es que el gemelo virtual reúne la experiencia de muchos especialistas, los cuales posteriormente pueden ser utilizados para otros proyectos.
En pocas palabras: gracias a las simulaciones sofisticadas, los fabricantes y usuarios de la planta pueden alcanzar plazos de ejecución del proyecto significativamente más cortos, arranques más rápidos y eficiencias marcadas para el desarrollo de plantas y procesos similares. Esto ahorra tiempo, pero sobre todo recursos, energía y mano de obra.

La estandarización sigue siendo un desafío importante porque la mayoría de los productores de maquinaria todavía confían en sus propias interfaces. Sin embargo, la integración es la característica decisiva en la Internet de las cosas. Esta integración requiere un intercambio de datos e información especialmente consistente entre máquinas, tanto vertical como horizontalmente. Y esto hace que los protocolos estándares abiertos sean necesarios. Por lo tanto, existe una tendencia hacia las soluciones de código abierto, ya que ofrecen alta seguridad de la inversión y la independencia siendo sistemas no patentados. Un ejemplo es la Arquitectura Unificada (Unified Architecture, UA) OPC, un paquete de especificaciones para conectar máquinas de varios fabricantes. OPC UA garantiza la seguridad mediante autentificación y autorización, encriptación e integridad de datos.
Esto significa que OPC UA es ideal para un transporte seguro, fiable y no patentado de datos en bruto e información preprocesada desde el nivel de fabricación hasta la planificación superior de producción o sistemas ERP.
Incluso los sistemas antiguos pueden manejar 4.0
Muchas máquinas, líneas, motores y compresores antiguos no están equipados con los sensores y la tecnología de comunicación para Industria 4.0, a veces ni siquiera para operar como parte de sistemas en red. Esto no significa que estos sistemas sean obsoletos en vista de la transformación digital. Aquí - como una solución de principiante para Industria 4.0 - se pueden incorporar los sensores inteligentes. Ellos regularmente miden parámetros importantes de condición de las máquinas y sistemas y transmiten los datos a través de interfaces de comunicación incorporadas de forma inalámbrica a las HMI y/o a los teléfonos inteligentes o tablet PC de los empleados para su evaluación. Con estos y otros métodos sencillos, las empresas pueden entrar en el mundo de la Industria 4.0 de manera barata y seguir beneficiándose de tiempos de inactividad reducidos, tiempos de funcionamiento más largos de la máquina, así como un menor consumo de energía y similares.
En Interpack 2017, la Asociación de Maquinaria de Procesamiento de Alimentos y Embalaje (VDMA, en alemán), está organizando una exposición especial sobre el tema de la Industria 4.0. Tomará la forma de un Salón de Tecnología en el stand de VDMA, con ejemplos de soluciones en maquinaria de embalaje e ingeniería de procesos y abriendo nuevas oportunidades para aplicaciones en seguridad, trazabilidad, copiado y protección contra falsificaciones, así como en embalajes personalizados.
Mayor informacion en http://nuv.vdma.org/interpack.
Autor: Hans Peter Fritsche, freelance trade journalist,
Redaktionsbüro H. Fritsche
Interpack 2017
2 de mayo de 2017
Regreso a lo básico en los plásticos, Parte 1
La gestión de los residuos y la gestión de los residuos plásticos, en particular, es una cuestión crucial para los próximos años. ¿Y si los polímeros, que son demasiado vilipendiados, fueran una solución y no un problema?
Parte 1: Una perspectiva diferente sobre los plásticos
Los plásticos: Pesos pesados industriales

En 2015, se produjeron 322 millones de toneladas de plásticos en todo el mundo. Una cifra alta, aunque no se aproxima al acero, de los cuales 1,62 millones de toneladas fueron producidas en el mismo año. Sin embargo, los plásticos siguen siendo un peso pesado en la economía, particularmente en Europa que produjo cerca de 58 millones de toneladas en 2015, equivalente al 18.5% de la producción mundial. El viejo continente está justo detrás de China, que recientemente se convirtió en el principal productor mundial. En Europa, la industria del plástico representa más de 1,5 millones de empleos directos en cerca de 60.000 empresas, con una facturación total de 340.000 millones de euros. Por último, los plásticos europeos se desempeñan bien en la exportación, y significan más de 16,000 millones de euros en el comercio.
Los polímeros al servicio de la sociedad

Los plásticos se les encuentra en todas partes debido a su presencia creciente e indispensable en nuestra vida cotidiana. Sin ellos, sería difícil reducir el peso de nuestros medios de transporte y así hacerlos menos contaminantes. Sin su contribución al aislamiento, la eficiencia energética de muchos edificios se reduciría grandemente. Muchas industrias necesitan polímeros: el 40% de la producción está destinada a la industria del embalaje, luego la industria de la construcción (20%), a la industria del automóvil (9%), a la electrónica (6%) y finalmente a la industria agrícola al 3% . El resultado final sería fantástico si no fuera por los 25 millones de toneladas de residuos generados en Europa cada año. Afortunadamente, hay avances rápidos en esta área y cada vez hay más soluciones a encontrar.
Europa: Un buen estudiante, pero grandes disparidades

Hace apenas unas décadas, los residuos no eran un problema. O bien se vaciaban en vertederos al aire libre o, en el mejor de los casos, era quemado en incineradores gigantes. Algunos visionarios invirtieron en plantas capaces de convertir el calor de la quema de residuos en energía eléctrica o calefacción. Desde entonces, muchos países han comprendido los beneficios del reciclaje, y en particular los relacionados con el reciclaje de plásticos. Algunos creen que el progreso es demasiado lento, pero el progreso sigue ocurriendo. Sin embargo, el relleno sanitario de plásticos usados sigue siendo la opción preferida en muchos países europeos. En 2014, el 30% de los residuos plásticos producidos en Europa* fueron depositados en vertederos, el 40% fue incinerado y sólo el 30% fue reciclado.
El desempeño sigue siendo notable ya que, en menos de 10 años, el relleno sanitario de plásticos ha disminuido en cerca del 40%, el índice de reciclaje ha aumentado en un 64% y la tasa de recuperación de energía ha aumentado un 46%. Europa está por lo tanto en el camino correcto y hay buenas razones para creer que no más polímeros irán al relleno en una docena de años.
Esto no es una buena noticia para el medio ambiente o para la economía, ya que los residuos de plástico siguen siendo un recurso formidable del que sería una vergüenza prescindir.
Desperdicio demasiado valioso para un simple recipiente

Hasta la fecha, sólo había dos métodos para recuperar los residuos plásticos: Incineración, a veces desafortunadamente sin recuperación de energía, lo cual consiste en quemar los residuos en los incineradores de residuos domésticos. El potencial calorífico de los polímeros es incomparable y una botella de leche de polietileno tiene el mismo rendimiento que un litro de petróleo. Por supuesto, los incineradores actuales cumplen todos los estándares anti-contaminación vigentes. Otra opción: reciclar los residuos en un material cuyas propiedades son tan cercanas a las de un material virgen. En un lenguaje más técnico, esta conversión se llama recuperación de material. Los recicladores tienen varias soluciones a su disposición. Moliendo el material, lavándolo, calibrándolo y convirtiéndolo en gránulos para que pueda volver a convertirse en nuevos productos.
Reciclado, una decisión que no se debe tomar a la ligera

Recuperar plásticos a través del reciclaje no es tan fácil como podría parecer. En primer lugar, tienen que ser recogidos. Este es un paso crucial el cual depende exclusivamente de la buena voluntad de todos los involucrados, es decir, la industria y los hogares. Luego viene el tema del transporte, cuyo coste e impacto ambiental tienen que ser tomados en cuenta. Los plásticos deben algo de su éxito a su peso ligero, y recolectar una tonelada de plástico obviamente requiere recolectar mas botellas que para una tonelada de vidrio! A continuación, necesitan ser ordenados, y esto es particularmente difícil dada la amplia gama de plásticos y el hecho de que cada polímero tiene sus propias propiedades específicas. Aunque es bastante sencillo clasificar los plásticos monomateriales, como las botellas PET de agua , por ejemplo, la clasificación de objetos fabricados a partir de diversos plásticos es otra cuestión completamente. En algunos casos, es más rentable económica y ambientalmente recuperar energía* de ellos.
El clasificador afina sus ojos

Sin embargo, las técnicas de clasificación están evolucionando rápidamente. Steinert, una empresa alemana especializada en el diseño de máquinas de clasificación, recientemente comenzó a vender un modelo totalmente revolucionario. Hasta la fecha, clasificar materiales como los plásticos sólo requería sumergirlos en un baño. Dado que cada polímero tiene una densidad específica, flotaban o se hundían. En esta etapa, casi todo lo que hay que hacer es recogerlos individualmente. Esta es una técnica simple que no siempre es apropiada para polímeros con densidades muy similares. Algunas máquinas son capaces de utilizar el escaneado óptico para reconocer ciertos polímeros, aunque todavía no son capaces de diferenciar entre los plásticos de color negro. El componente que falla, el negro de humo utilizado para ennegrecer los plásticos, absorbe las longitudes de onda visibles e infrarrojas del haz óptico.

El sistema de escaneo en el último modelo de clasificador de Steinert distingue entre materiales comparando su espectro electromagnético con un stock de referencias almacenadas en una pieza de software analítico. La fiabilidad del análisis se garantiza mediante el uso de una cámara de ultra alta definición capaz de analizar con precisión la frecuencia electromagnética de cada uno de los homogeneizados. Esto permite detectar las mínimas variaciones de materiales. Por lo tanto, el clasificador puede distinguir entre los diversos plásticos y polímeros (PE, PP, PVC, PS, etc.) dentro de un flujo de residuos que puede alcanzar hasta 1 tonelada / hora.
La industria crece

La recolección de plásticos usados para clasificar y reciclar es evidentemente una cuestión de buena voluntad. Algunas industrias tienen calificaciones de alto rendimiento, como la industria de la construcción, que es el segundo mayor consumidor de polímeros después de la industria del envasado. De los 10 millones de toneladas de plásticos que utiliza cada año, casi la mitad está hecha de PVC. Aunque es de gran servicio, el material tuvo una imagen bastante negativa hace veinte años, ya que se consideró no reciclable. La industria tomó el toro por las astas y puso todos los esfuerzos en hacer al PVC reciclable con su programa VinylPlus. Ese objetivo se ha logrado y la industria es extremadamente eficaz en términos de procesos de clasificación y reciclaje, lo que condujo a que más de 800.000 toneladas de PVC se reciclen cada año hasta el 2020.

Los fabricantes a veces se involucran en el reciclaje también. Solvay, por ejemplo, utiliza su proceso Move4earth™ para convertir residuos textiles complejos, como las telas usadas en las bolsas de aire (airbags) hechas de una combinación de poliamida y silicona. Usando un nuevo proceso químico para separar los dos materiales constituyentes, Solvay lleva a cabo un reciclaje de alta calidad de poliamidas (PA6.6) sin ninguna pérdida significativa de las propiedades del material. Solvay produce también una poliamida reciclada de alta calidad destinada a las industrias de la automoción, la construcción, los electrodomésticos y entretenimiento. Una evaluación del ciclo de vida de los plásticos reciclados muestra un 26% de la huella de carbono, un ahorro en recursos no renovables y una reducción del 69% en el consumo de agua en comparación con el uso de materiales vírgenes. Move4earth ™ se utilizará para procesar los cortes de la producción de bolsas de aire, con la perspectiva de procesar pronto las bolsas de aire usadas.
Plastics the Mag
Mayo 2017
Parte 1: Una perspectiva diferente sobre los plásticos
Los plásticos: Pesos pesados industriales

Los polímeros al servicio de la sociedad

Europa: Un buen estudiante, pero grandes disparidades

El desempeño sigue siendo notable ya que, en menos de 10 años, el relleno sanitario de plásticos ha disminuido en cerca del 40%, el índice de reciclaje ha aumentado en un 64% y la tasa de recuperación de energía ha aumentado un 46%. Europa está por lo tanto en el camino correcto y hay buenas razones para creer que no más polímeros irán al relleno en una docena de años.
Esto no es una buena noticia para el medio ambiente o para la economía, ya que los residuos de plástico siguen siendo un recurso formidable del que sería una vergüenza prescindir.
*Por supuesto, esto es simplemente un promedio europeo, ya que siguen existiendo grandes disparidades entre países. Algunos países han legislado al respecto y han optado por prohibir el relleno sanitario de materiales plásticos. Estos países alcanzan tasas de recuperación cercanas al 100%. En el otro extremo de la escala, estas tasas apenas superan el 10%.

Los residuos plásticos también pueden recuperarse mediante procesos químicos. Los procesos permiten recuperar las materias primas utilizadas para fabricar un polímero: el monómero básico, o un producto petroquímico básico, y reutilizarlos. Esto se llama reciclaje químico.

El clasificador afina sus ojos


La industria crece


Plastics the Mag
Mayo 2017
1 de mayo de 2017
Una investigadora del CSIC descubre que el gusano de la cera come plástico
La investigadora del Consejo Superior de Investigaciones (CSIC) Federica Bertocchini ha descubierto que los gusanos de la cera (Galleria mellonella), que habitualmente se alimentan de miel y cera de los panales de las abejas, son capaces de degradar plástico. Este gusano es capaz de biodegradar polietileno, uno de los materiales plásticos más resistentes que existen, con el que se fabrican bolsas de la compra y envases alimenticios, entre otros objetos. El descubrimiento ha sido patentado por los investigadores. La investigadora del CSIC ha trabajado en esta investigación junto a Paolo Bombelli y Chris Howe de la Universidad de Cambridge. El trabajo será publicado en el próximo número de Current Biology.
Cada año se producen en todo el mundo cerca de 80 millones de toneladas de polietileno, un material difícil de degradar y muy resistente. Las bolsas de plástico, por ejemplo, que están fabricadas con polietileno de baja densidad, tardan cerca de 100 años en descomponerse totalmente; las más densas y resistentes pueden llegar a tardar hasta 400 años en degradarse. De media, cada persona utiliza anualmente más de 230 bolsas de plástico, lo que genera más de 100.000 toneladas de este tipo de residuos.
En la actualidad, los procesos de degradación química son muy largos y pueden prolongarse varios meses, además de que para ello se necesita utilizar líquidos corrosivos como el ácido nítrico. Es la primera vez que un equipo de investigación encuentra algo en la naturaleza capaz de degradar este material. “El plástico es un problema mundial. Hoy en día pueden encontrarse residuos por todas partes; incluidos los ríos y los océanos. El polietileno, en concreto, es muy resistente, por lo que es muy difícil que se degrade de forma natural”, detalla la investigadora del CSIC, que desarrolla su trabajo en el Instituto de Biomedicina y Biotecnología de Cantabria, ubicado en Santander.
“Hemos realizado muchos experimentos para comprobar la eficacia de estos gusanos biodegradando el polietileno. 100 gusanos de la cera son capaces de biodegradar 92 miligramos de polietileno en 12 horas, es realmente muy rápido”, destaca Bertocchini.
Tras dejar la fase de larva, el gusano se envuelve en un capullo o crisálida, de color blanquecino. Los investigadores han descubierto además que el contacto del capullo con el polietileno es suficiente para que este plástico se biodegrade.
La composición de la cera es similar a la del polietileno. Según los investigadores del estudio, éste puede ser el motivo por el que el gusano ha desarrollado un mecanismo para poder deshacerse de este plástico. “Aún desconocemos los detalles de cómo se produce la biodegración, pero existe la posibilidad de que lo haga una enzima. El siguiente paso es detectarla, aislarla, y producirla in vitro a escala industrial. Así podremos empezar a eliminar de forma eficaz este material tan resistente”, detalla Bertocchini.
Un descubrimiento casual
La investigadora, una apicultora aficionada, descubrió esta cualidad de los gusanos de la cera por casualidad. La investigadora del CSIC descubrió un día que los panales almacenados en su casa estaban llenos de gusanos, que habían empezado a alimentarse de los restos de miel y cera de sus abejas.
“Decidí retirar los gusanos y dejarlos en una bolsa de plástico mientras limpiaba los panales. Tras tenerlo todo listo, volví a la habitación donde estaban los gusanos y vi que estaban por todas partes, que se habían escapado de la bolsa a pesar de seguir cerrada. Así comprobé que la bolsa estaba llena de agujeros. Solo había una explicación: los gusanos habían hecho los agujeros y se habían escapado por ahí. En ese momento empezó este proyecto”, relata la científica del CSIC.
El gusano de la cera
El gusano de la cera, también conocido como gusano de la miel, es un insecto lepidóptero que puede encontrarse en cualquier lugar del mundo, y que puede llegar a medir tres centímetros de longitud en su fase larvaria. Se alimentan de la miel y la cera de las colmenas de las abejas, donde además encuentran una buena temperatura para su desarrollo.
Las larvas de este gusano tienen una expectativa de vida de entre seis y siete semanas con una temperatura óptima de crecimiento de entre 28 y 34 grados centígrados. Las larvas son capaces de producir seda y realizar el capullo en el que realizarán la última metamorfosis; su conversión en polillas.

Paolo Bombelli, Christopher J. Howe and Federica Bertocchini. Polyethylene bio-degradation by caterpillars of the wax moth Galleria mellonella. Current Biology.
Redacción Interempresas
25 Abril 2017
Cada año se producen en todo el mundo cerca de 80 millones de toneladas de polietileno, un material difícil de degradar y muy resistente. Las bolsas de plástico, por ejemplo, que están fabricadas con polietileno de baja densidad, tardan cerca de 100 años en descomponerse totalmente; las más densas y resistentes pueden llegar a tardar hasta 400 años en degradarse. De media, cada persona utiliza anualmente más de 230 bolsas de plástico, lo que genera más de 100.000 toneladas de este tipo de residuos.
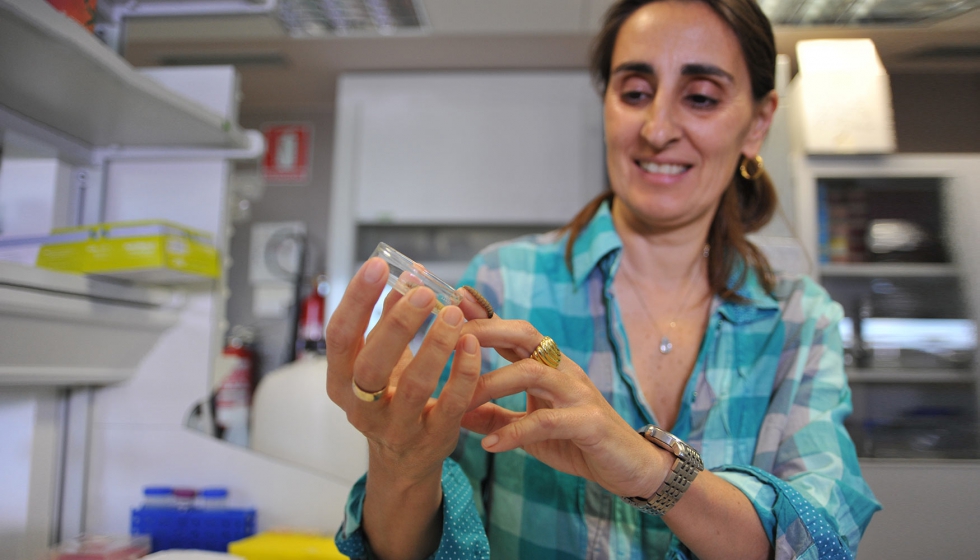 |
| La investigadora del CSIC Federica Bertocchini con un gusano de la cera. César Hernández/CSIC. |
 |
| Trozo de bolsa de plástico de polietileno biodegradado por 10 gusanos en 30 minutos. César Hernández / CSIC Comunicación. César Hernández/CSIC. |
Tras dejar la fase de larva, el gusano se envuelve en un capullo o crisálida, de color blanquecino. Los investigadores han descubierto además que el contacto del capullo con el polietileno es suficiente para que este plástico se biodegrade.
La composición de la cera es similar a la del polietileno. Según los investigadores del estudio, éste puede ser el motivo por el que el gusano ha desarrollado un mecanismo para poder deshacerse de este plástico. “Aún desconocemos los detalles de cómo se produce la biodegración, pero existe la posibilidad de que lo haga una enzima. El siguiente paso es detectarla, aislarla, y producirla in vitro a escala industrial. Así podremos empezar a eliminar de forma eficaz este material tan resistente”, detalla Bertocchini.
 |
| Ejemplares de gusano de la cera en una placa Petri. César Hernández/CSIC. |
La investigadora, una apicultora aficionada, descubrió esta cualidad de los gusanos de la cera por casualidad. La investigadora del CSIC descubrió un día que los panales almacenados en su casa estaban llenos de gusanos, que habían empezado a alimentarse de los restos de miel y cera de sus abejas.
“Decidí retirar los gusanos y dejarlos en una bolsa de plástico mientras limpiaba los panales. Tras tenerlo todo listo, volví a la habitación donde estaban los gusanos y vi que estaban por todas partes, que se habían escapado de la bolsa a pesar de seguir cerrada. Así comprobé que la bolsa estaba llena de agujeros. Solo había una explicación: los gusanos habían hecho los agujeros y se habían escapado por ahí. En ese momento empezó este proyecto”, relata la científica del CSIC.
El gusano de la cera
El gusano de la cera, también conocido como gusano de la miel, es un insecto lepidóptero que puede encontrarse en cualquier lugar del mundo, y que puede llegar a medir tres centímetros de longitud en su fase larvaria. Se alimentan de la miel y la cera de las colmenas de las abejas, donde además encuentran una buena temperatura para su desarrollo.
Las larvas de este gusano tienen una expectativa de vida de entre seis y siete semanas con una temperatura óptima de crecimiento de entre 28 y 34 grados centígrados. Las larvas son capaces de producir seda y realizar el capullo en el que realizarán la última metamorfosis; su conversión en polillas.

Redacción Interempresas
25 Abril 2017
28 de abril de 2017
TrussFab: Construyendo con botellas plastica e impresión 3D
Las botellas de plástico son uno de los tipos más visibles de envases desechables afuera, y con la producción de botellas de PET en aumento a medida que el mercado de agua embotellada aumenta, los mercados finales de las botellas de plástico usadas están en demanda.
Aunque el PET es ampliamente reciclado, podría haber otro mercado final para este tipo de envases de plástico, ya que un nuevo software 3D ha sido diseñado para capitalizar la fuerza y la forma de las botellas de PET para formar estructuras fuertes.
TrussFab es un nuevo programa que crea estructuras a gran escala que pueden soportar el peso corporal humano. Desarrollado por investigadores del Instituto Hasso Plattner en Alemania, el software utiliza botellas PET como vigas, formando estructuras robustas a partir de soportes triangulares. Haciendo estas estructuras de panal utilizando armazones triangulares, las botellas son mucho menos propensas a romperse o deformarse bajo presión ya que "son muy fuertes cuando se empujan o jalan a lo largo de su eje principal".
El software convierte un modelo 3D de - por ejemplo - un bote en una estructura de panal de abeja tetraédrica usando el convertidor TrussFab. El editor de TrussFab, que es un paquete de extensión del popular software de modelado 3D SketchUp, - luego permite al diseñador ajustar formas y añadir más soporte a la estructura global mientras calcula las fuerzas internas de la estructura, advirtiendo si un diseño en particular es propenso a romperse .
Una vez que la estructura ha sido diseñada, TrussFab luego genera núcleos imprimibles en 3D para unir las vigas de la botella para formar el panal, mientras que genera centros 2D con corte láser para fachadas.
 |
| Expand Trussfab Copyright: Hasso-Plattner-Institut |
TrussFab es un nuevo programa que crea estructuras a gran escala que pueden soportar el peso corporal humano. Desarrollado por investigadores del Instituto Hasso Plattner en Alemania, el software utiliza botellas PET como vigas, formando estructuras robustas a partir de soportes triangulares. Haciendo estas estructuras de panal utilizando armazones triangulares, las botellas son mucho menos propensas a romperse o deformarse bajo presión ya que "son muy fuertes cuando se empujan o jalan a lo largo de su eje principal".
El software convierte un modelo 3D de - por ejemplo - un bote en una estructura de panal de abeja tetraédrica usando el convertidor TrussFab. El editor de TrussFab, que es un paquete de extensión del popular software de modelado 3D SketchUp, - luego permite al diseñador ajustar formas y añadir más soporte a la estructura global mientras calcula las fuerzas internas de la estructura, advirtiendo si un diseño en particular es propenso a romperse .
 |
| Expand TrussFab Copyright: Hasso-Plattner-Institut |
Una vez que se han impreso estas juntas de cubo, el usuario puede montar su estructura siguiendo los marcadores grabados en cada cubo.
 |
| Expand TrussFab Copyright: Hasso-Plattner-Institut |
El equipo de TrussFab ha probado el sistema con éxito mediante la construcción de mesas, sillas, un puente de 2,5 m, un barco de dos plazas y una cúpula de 5 m, que necesito 512 botellas para construirse.
Rose Brooke
TrussFab: Fabricación de sólidas estructuras a gran escala en las impresoras 3D de escritorio (CHI'17)
Rose Brooke
EPPM
27 Abril 2017
27 Abril 2017
24 de abril de 2017
El Final de la Tienda de la Esquina
 |
| Retail 1.0 en los inicios del siglo 20 - una típica tienda de la esquina. Foto: pilot_micha, flickr.com |
El impacto de la digitalización en los sistemas de embalaje
El tipo de experiencia de compra con la que la gente en sus 30 años creció, ha dejado de existir. Pequeñas tiendas de abarrotes han sido reemplazadas por grandes cadenas. Los supermercados están dominados por una gran diversidad de marcas, que cubren numerosos productos, y la fijación de precios se lleva a cabo a través de códigos de barras, lo que permite variaciones diarias de precios. Ha habido un gran número de cambios radicales - sin embargo, esto es sólo el comienzo. El marketing de punto de venta (Point of Sale, POS) es una nueva palabra de moda con la que las empresas y también los desarrolladores de software de Global Standards One (GS1 Alemania) quieren ayudar a los fabricantes -especialmente a los fabricantes de marcas- a crear nuevas formas de presentación de productos y, por tanto, nuevos estímulos para la compra por impulso en el punto de venta.
 |
| Retail 1.0 en los inicios del siglo 20 - una típica tienda de la esquina. Foto: pilot_micha, flickr.com |
 |
| Antes de la fabricación y la colocación, los estudios de casos realistas pueden generar ideas para el diseño y la disposición, asegurando la mejor maximización posible del beneficio. Foto: GS1 Alemania. |
Hay pasajes de compras virtuales disponibles, así como anaqueles realistas y carritos de compras. Utilizando aplicaciones especiales, es posible obtener detalles adicionales muy específicos sobre el origen o la sostenibilidad de un producto o empaque y llamar directamente a esta información en el sitio. Los cupones de compras se pueden escanear automáticamente en el mostrador de efectivo, proporcionando descuento, y el valor de un bono se puede aumentar aún más cuando el cliente envía recomendaciones o pasa sus cupones a sus amigos. Esto crea un mayor incentivo de compra para los consumidores, al tiempo que aumenta la clientela del fabricante. Los supermercados están poniendo mayor énfasis en el servicio en muchas áreas. Por ejemplo, las balanzas de frutas y hortalizas sugerirán recetas adecuadas a los clientes durante el proceso de pesado.
 |
| Escanear primero, recoger más tarde: La idea de un muro de compras virtual para el personal de Vodafone fue creada en 2013. Foto: Christof Kerkmann |
¿Dónde están los mejores lugares para las mercancías? Esto se puede medir en las llamadas zonas calientes. La huella relativa en corredores específicos se puede guardar y evaluar, y lo mismo es cierto para las direcciones donde los consumidores dirigen sus miradas. Se dispone de técnicas modernas de seguimiento ocular, que siguen los movimientos de las pupilas y que reconocen de inmediato qué productos se pueden encontrar rápidamente y cuáles toman mucho tiempo. Finalmente, creando exhibidores parados de muestra, los propietarios de tiendas de comestibles pueden descubrir el impacto de un exhibidor en el punto de venta desde una perspectiva virtual. Utilizando una aplicación, el exhibidor correspondiente se puede rellenar en una tableta y ajustarse adecuadamente en el diseño y tamaño antes de que la producción se haya iniciado.
 |
| Desde que se hizo cargo de METRO, los tres puntos de venta se cerraron en 2016 y se reemplazaron por el comercio en línea. Editorial: Vodafone Alemania, flickr.com |
Compras con teléfono inteligente
Cualquier persona que quiera evitar los pasillos de un supermercado o reducir la longitud de una expedición planeada de compras disfrutará de esta nueva forma de compra de comestibles donde los productos se muestran en pantallas extra grandes. El consumidor puede encontrar todos los productos relevantes como si estuvieran en una estantería real, fotografiarlos con su teléfono inteligente y luego utilizar su teléfono para ordenar, pagar y solicitar la entrega. Todos los productos se conectan en red en segundo plano, bajo el sistema de gestión de mercancías del comerciante relevante.
Enlaces relacionados
www.neue-verpackungen.de
GS1 Knowledge Center zeigt, was am Point of Sale möglich ist (german content)
www.verpackungsrundschau.de
USA-Verpackungen: Alles anders? (german content)
www.handeslblatt.com
Virtuelle Regale für Tante Emmas Enkel (german content)
www.wiwo.de
Metro steigt bei "Emmas Enkel" ein (german content)
www.mckinseyonmarketingandsales.com
Retail 4.0: The Future of Retail Grocery in a Digital World - PDF
Interpack 2017
22 de abril de 2017
Preservación de alimentos: una historia sin fin
La prolongación de la vida alimenticia siempre ha sido un desafío crucial que dio origen a muchas invenciones y procesos de innovación
Cuando Andy Warhol pintó las latas de sopa de Campbell en 1962, se había inspirado en la cultura popular y representaba el éxito de los alimentos enlatados. De hecho, estaba representando una de las maneras más innovadoras de conservar la comida en ese momento.
Los seres humanos comenzaron a conservar la comida hace mucho tiempo, cuando ellos descubrieron que algunos procesos podrían hacer que la comida durara más tiempo sin malograrse o enranciarse. El secado, salado,ahumado, congelación y la calefacción representan algunos ejemplos.
Secado
Cuando cocinamos espaguetis, normalmente no lo consideramos como comida seca. El secado es un paso crucial en el proceso de producción de pasta, donde la humedad, el flujo de aire y la temperatura son cuidadosamente controlados.
Los árabes, no los italianos, fueron los primeros en tratar la pasta secándola, para que ellos pudieran comer el producto en cualquier momento durante sus viajes por el desierto. Los primeros registros históricos de la producción de pasta seca se remontan al siglo XI en Sicilia, una región del sur de Italia profundamente influenciada por la cultura árabe de la época.
Ahumado
Después de descubrir que la carne cocinada con fuego era mucho más comestible y sabrosa, los humanos se dieron cuenta de que el ahumado podía preservar los alimentos de no malograrse, debido a los depósitos de ciertas sustancias presentes en el humo.
El roble y la haya son los tipos de madera más utilizados para ahumar. Al quemarse, generan compuestos antioxidantes y antimicrobianos tales como fenoles y ácidos carboxílicos. El proceso de ahumado puede tener lugar a una temperatura inferior a 24 ° C ("ahumado en frío") o alrededor de 70 ° C ("ahumado en caliente").
Recientemente, los altos costos y demoras asociados con el ahumado tradicional, junto con las preocupaciones sobre los fenoles y otros carcinógenos han favorecido la introducción de ahumado líquido. Este método consiste en agregar un aroma frío o inyectar ahumado líquido en la carne, para que disminuya así la carga bacteriana y por tanto no reduzca la vida útil.
Esterilizado o Enlatado
El enlatado es un método que extiende la vida útil de un alimento típicamente de uno a cinco años, o incluso más. El alimento es procesado y sellado en una jarra o lata hermética y luego esterilizado por calentamiento a una temperatura que destruye los microorganismos e inactiva las enzimas. El calentamiento y posterior enfriamiento forman un sello al vacío que impide que otros microorganismos recontaminen el alimento dentro del frasco o lata.
Este método se remonta a 1795, cuando Napoleón ofreció un premio a cualquiera que pudiera inventar una manera de conservar la comida para su ejército y su armada. En 1809, Nicolás Appert, un confitero y cervecero francés, lo ganó después de descubrir que si la comida se calienta y luego se sella en frascos de vidrio, esta no se estropearía.
Basado en los métodos de Appert, Peter Durand, un comerciante inglés, introdujo las latas metálicas en 1810. La razón por la cual la comida no se estropeaba era desconocida en ese momento. Cincuenta años después Louis Pasteur demostró el papel de los microbios en la descomposición de los alimentos.
Pasteurización
La pasteurización fue inventada por el químico francés Louis Pasteur en 1862. En ese momento, los productores de vino francés, que se exportaba por toda Europa, estaban tratando de encontrar formas de preservar su preciosa bebida. La mitad del vino normalmente se había estropeado después de una semana o algo así.
Después de descubrir los microbios, Pasteur quiso encontrar una manera de matarlos sin cambiar el sabor del vino. Hervir no era una solución. Sin embargo, él encontró un proceso por el cual el vino podría ser calentado a aproximadamente 60 ° C durante 10 minutos sin ningún efecto adverso.
La pasteurización del vino se utilizó sólo durante 10 años, hasta que Pasteur descubrió que si los barriles de vino se limpiaban con azufre una vez al año, los microbios se mantendrían alejados.
Siguió la pasteurización de la cerveza y, muchos años después de la muerte de Pasteur, el proceso se utilizó para matar a los microbios patógenos en los alimentos y bebidas como la leche, el jugo y los alimentos enlatados.
A diferencia de la esterilización, el alimento se calienta a aproximadamente 50-70 ºC durante 15 a 30 segundos y luego se enfría rápidamente a 10 ºC. Esto evita que las bacterias restantes (como lactobacillus) crezcan mientras mantienen el sabor y las vitaminas. Esta es la razón por la cual la leche pasteurizada debe almacenarse a 4 °C.
Procesamiento de ultra alta temperatura (UHT)
El tratamiento de ultra alta temperatura es la técnica más común para obtener leche estable en anaquel. Si la pasteurización requiere calentamiento a 55-70 ° C durante unos segundos, el procesamiento UHT requiere hervir a 135 °C durante 2-5 segundos.
La leche se puede conservar durante 4-5 meses a temperatura ambiente. Todos los microorganismos peligrosos son destruidos. Pero también las vitaminas.

Congelamiento
La refrigeración para conservar la comida se remonta a tiempos prehistóricos, cuando la gente usaba nieve y hielo para almacenar productos. La comercialización de alimentos congelados comenzó en el siglo XX en EUA, utilizando un método de congelación rápida: congelación profunda.
Este proceso industrial expone rápidamente los alimentos a temperaturas de -30 ° C a -50 ° C, hasta que la temperatura del centro del producto alcanza los -18 ° C. El agua contenida en las células del alimento queda finamente cristalizado, las células quedan en "estado latente" y la proliferación de Microorganismos es limitada. El producto conserva su frescura, textura, sabor y nutrientes esenciales y vitaminas.
Este no es el caso con la congelación casera, donde la temperatura baja lentamente. Del agua contenida en los alimentos, se forman grandes cristales de hielo y rompen la pared celular de los alimentos, alterando así la textura y el sabor.
La congelación no puede destruir todos los microorganismos presentes en un alimento, pero puede impedir que se reproduzcan. La llamada cadena de frío es una serie de actividades que mantienen los alimentos dentro de un rango de temperaturas bajas desde la producción hasta la distribución. Si la cadena se rompe y la temperatura de los alimentos se eleva por encima de -18 ° C, el crecimiento bacteriano comienza de nuevo y la comida ya no se conserva.
Procesamiento de Alta Presión (High Pressure Processing, HPP) o Pascalización
Procesamiento a Alta Presión (HPP) o Pascalización, es una técnica por la cual los productos alimenticios envasados se ponen a alta presión (6,000 bar o 600 MPa o 87,000 psi - lb /pulg2) aplicada por agua durante unos minutos (3 o menos) A temperatura fría (4-10 ° C) o a temperatura ambiental.
Este proceso inactiva todos los microorganismos (bacterias, virus, levaduras, mohos y parásitos) presentes en los alimentos, prolongando considerablemente la vida útil y garantizando la inocuidad de los alimentos. Aunque se inventó en el siglo XIX, la pascalización sólo se desarrolló a escala industrial a partir de 1990.
Alta presión hidrostática en combinación con la temperatura (HPT)
Mientras que el HPP mantiene la frescura, sabor, textura y nutrientes de los alimentos, y al mismo tiempo mata a los microorganismos presentes, la Alta Presión Hidrostática en combinación con la Temperatura (HPT) debería representar una mejora adicional al combinar el precalentamiento con alta presión. La técnica HPT todavía no se ha aplicado a nivel industrial y ha sido probada bajo el proyecto HIPSTER de Europa.
Rudi Vogel, microbiólogo e investigador de tecnología alimenticia de la Universidad Técnica de Múnich, que está colaborando con el proyecto, le dijo a youris.com: "Ahora, si quieres hacer comida estable en anaquel, necesitas 120 °C durante 20 minutos, si la bajas un poco y toleras algunos eventos raros de deterioro - digamos que no transportas tu lata a un país cálido - entonces puedes decir que 120 °C durante 5 minutos es el proceso industrial estándar. Creo que si combinamos la temperatura con la presión podemos reducirla a un minuto e incluso tener temperaturas más bajas".
Puedes ver la galeria en: http://hipster-project.eu/News/Gallery/Food-Preservation-A-Never-Ending-Story.kl
21 Abril 2017
youris.com
AlphaGalileo
Cuando Andy Warhol pintó las latas de sopa de Campbell en 1962, se había inspirado en la cultura popular y representaba el éxito de los alimentos enlatados. De hecho, estaba representando una de las maneras más innovadoras de conservar la comida en ese momento.
 |
| Sopa Campbell |
Secado
Cuando cocinamos espaguetis, normalmente no lo consideramos como comida seca. El secado es un paso crucial en el proceso de producción de pasta, donde la humedad, el flujo de aire y la temperatura son cuidadosamente controlados.
Los árabes, no los italianos, fueron los primeros en tratar la pasta secándola, para que ellos pudieran comer el producto en cualquier momento durante sus viajes por el desierto. Los primeros registros históricos de la producción de pasta seca se remontan al siglo XI en Sicilia, una región del sur de Italia profundamente influenciada por la cultura árabe de la época.
 |
| Fideos secos |
Después de descubrir que la carne cocinada con fuego era mucho más comestible y sabrosa, los humanos se dieron cuenta de que el ahumado podía preservar los alimentos de no malograrse, debido a los depósitos de ciertas sustancias presentes en el humo.
El roble y la haya son los tipos de madera más utilizados para ahumar. Al quemarse, generan compuestos antioxidantes y antimicrobianos tales como fenoles y ácidos carboxílicos. El proceso de ahumado puede tener lugar a una temperatura inferior a 24 ° C ("ahumado en frío") o alrededor de 70 ° C ("ahumado en caliente").
 |
| El maestro ahumador enciende los tradicionales hornos de ladrillos rojos en John Ross Jr, el productor escocés de salmón ahumado - Créditos de la foto: John Ross Jr |
Esterilizado o Enlatado
El enlatado es un método que extiende la vida útil de un alimento típicamente de uno a cinco años, o incluso más. El alimento es procesado y sellado en una jarra o lata hermética y luego esterilizado por calentamiento a una temperatura que destruye los microorganismos e inactiva las enzimas. El calentamiento y posterior enfriamiento forman un sello al vacío que impide que otros microorganismos recontaminen el alimento dentro del frasco o lata.
Este método se remonta a 1795, cuando Napoleón ofreció un premio a cualquiera que pudiera inventar una manera de conservar la comida para su ejército y su armada. En 1809, Nicolás Appert, un confitero y cervecero francés, lo ganó después de descubrir que si la comida se calienta y luego se sella en frascos de vidrio, esta no se estropearía.
 |
| Alimentos en envases de vidrio |
Pasteurización
La pasteurización fue inventada por el químico francés Louis Pasteur en 1862. En ese momento, los productores de vino francés, que se exportaba por toda Europa, estaban tratando de encontrar formas de preservar su preciosa bebida. La mitad del vino normalmente se había estropeado después de una semana o algo así.
Después de descubrir los microbios, Pasteur quiso encontrar una manera de matarlos sin cambiar el sabor del vino. Hervir no era una solución. Sin embargo, él encontró un proceso por el cual el vino podría ser calentado a aproximadamente 60 ° C durante 10 minutos sin ningún efecto adverso.
La pasteurización del vino se utilizó sólo durante 10 años, hasta que Pasteur descubrió que si los barriles de vino se limpiaban con azufre una vez al año, los microbios se mantendrían alejados.
Siguió la pasteurización de la cerveza y, muchos años después de la muerte de Pasteur, el proceso se utilizó para matar a los microbios patógenos en los alimentos y bebidas como la leche, el jugo y los alimentos enlatados.
 |
| Louis Pasteur (© Institut Pasteur - Musée Pasteur) |
Procesamiento de ultra alta temperatura (UHT)
El tratamiento de ultra alta temperatura es la técnica más común para obtener leche estable en anaquel. Si la pasteurización requiere calentamiento a 55-70 ° C durante unos segundos, el procesamiento UHT requiere hervir a 135 °C durante 2-5 segundos.
La leche se puede conservar durante 4-5 meses a temperatura ambiente. Todos los microorganismos peligrosos son destruidos. Pero también las vitaminas.

Congelamiento
La refrigeración para conservar la comida se remonta a tiempos prehistóricos, cuando la gente usaba nieve y hielo para almacenar productos. La comercialización de alimentos congelados comenzó en el siglo XX en EUA, utilizando un método de congelación rápida: congelación profunda.
Este proceso industrial expone rápidamente los alimentos a temperaturas de -30 ° C a -50 ° C, hasta que la temperatura del centro del producto alcanza los -18 ° C. El agua contenida en las células del alimento queda finamente cristalizado, las células quedan en "estado latente" y la proliferación de Microorganismos es limitada. El producto conserva su frescura, textura, sabor y nutrientes esenciales y vitaminas.
Este no es el caso con la congelación casera, donde la temperatura baja lentamente. Del agua contenida en los alimentos, se forman grandes cristales de hielo y rompen la pared celular de los alimentos, alterando así la textura y el sabor.
 |
| Frambuesas congeladas |
Procesamiento de Alta Presión (High Pressure Processing, HPP) o Pascalización
Procesamiento a Alta Presión (HPP) o Pascalización, es una técnica por la cual los productos alimenticios envasados se ponen a alta presión (6,000 bar o 600 MPa o 87,000 psi - lb /pulg2) aplicada por agua durante unos minutos (3 o menos) A temperatura fría (4-10 ° C) o a temperatura ambiental.
 |
| La tecnología de procesamiento de alta presión inició su evolución industrial de la mano de la industria procesadora de aguacate |
Alta presión hidrostática en combinación con la temperatura (HPT)
Mientras que el HPP mantiene la frescura, sabor, textura y nutrientes de los alimentos, y al mismo tiempo mata a los microorganismos presentes, la Alta Presión Hidrostática en combinación con la Temperatura (HPT) debería representar una mejora adicional al combinar el precalentamiento con alta presión. La técnica HPT todavía no se ha aplicado a nivel industrial y ha sido probada bajo el proyecto HIPSTER de Europa.
 |
| Tecnología HPT |
Puedes ver la galeria en: http://hipster-project.eu/News/Gallery/Food-Preservation-A-Never-Ending-Story.kl
21 Abril 2017
youris.com
AlphaGalileo
21 de abril de 2017
AMÉRICA LATINA Y LA ECONOMÍA CIRCULAR
 |
| FlickrCC: Amir Illusion |
De acuerdo con el Foro Económico Mundial (WEF), el actual modelo económico lineal de “tomar-usar-desechar” extrae aproximadamente 65.000 millones de toneladas de materias primas al año, pero el 80% de estos materiales tienen un final de vida como desecho, lo que representa una pérdida irrecuperable de aproximadamente US$ 2,6 trillones cada año. La Fundación Ellen MacArthur afirma que la adopción de un enfoque de economía circular podría ahorrar a los fabricantes europeos cerca de US$ 630 mil millones al año para el 2025 en costos de materiales, lo que también conduciría a la creación de más de 2 millones de empleos.
Además, el think-tank Club de Roma publicó un estudio que sugirió que las emisiones de carbono podrían reducirse hasta un 70% si se adopta una filosofía de economía circular. La Comisión Europea también ha declarado la economía circular como el camino hacia una sociedad más próspera, y en diciembre de 2015 adoptó un ambicioso paquete que proporcionará 650 millones de euros para investigación e innovación y 5,5 millones de euros en financiación estructural para hacer a Europa más competitiva.
Como se ha señalado anteriormente, la Unión Europea ha tomado la delantera en la transición hacia una economía circular, considerando que es un modelo económico sostenible que permite luchar eficazmente contra el cambio climático, pero al mismo tiempo permite la creación de empleos de alta calidad y oportunidades comerciales competitivas; Ha llegado el momento de que el resto del mundo siga esta transición, particularmente en América Latina, una región que puede obtener grandes beneficios económicos y al mismo tiempo proteger sus valiosos recursos naturales, sus comunidades y el medio ambiente.
LatAm: Hora de Pensar Circular
América Latina es conocida por su abundancia en recursos naturales, representando el 44% del cobre mundial, el 49% de la plata, el 65% del litio, el 20% de las reservas de petróleo del mundo, el 33% de las reservas de agua dulce y el 20% de los bosques nativos de la Tierra. Sin embargo, durante el siglo XX, la región no pudo traducir su riqueza en un desarrollo económico a largo plazo, debido principalmente a la falta de políticas integrales de manejo de recursos y de desechos, además de contar con una actividad emprendedora e innovadora inmadura durante ese período de tiempo.
Según el Banco Mundial, América Latina genera 160 millones de toneladas de residuos sólidos al año -con un promedio per cápita de 1,1 kg/día- del cual menos del 3% se reutiliza o recicla. Sin embargo, se espera que para el 2030 la región aumente su población en un 17%, llegando a 705 millones, incrementando su generación de residuos per cápita en un 45%, alcanzando 1,6 kg por día.
Además, en América Latina más del 60% de los residuos terminan en vertederos inadecuadamente controlados. La composición de los desechos sólidos también ha cambiado de ser en su mayoría orgánica a ser en su mayoría no biodegradable. De hecho, la región produce actualmente el 9% del total de desechos electrónicos del mundo y se espera que aumente a un 15% para el 2018.

América Latina tiene un potencial único en términos de uso eficiente de sus recursos y la creación de nuevas políticas de manejo de residuos que pueden generar interesantes oportunidades para la nueva cultura emprendedora e innovadora que se ha desarrollado en la región durante la última década. Bajo el actual escenario económico, social y ambiental, avanzar hacia una economía circular puede convertirse en una estrategia de política industrial clave para una recuperación económica en América Latina, logrando triple beneficios en la generación de empleos de calidad, creación de nuevas empresas y combate contra el cambio climático… Llegó la hora de que América Latina piense circular.
También puedes encontrar todos los artículos y noticias de Petar Ostojic en Facebook: www.fb.me/petarostojic.cl y conectarte a través de Twitter en @petarostojic
Petar Ostojic
Circulate
16 Marzo 2017
15 de abril de 2017
Las boquillas de las bolsas experimentan un rápido crecimiento
El mercado global de bolsas con boquillas está progresando a una tasa de crecimiento anual compuesta del 10%, según Global Spout Pouch Market 2016-2020, un estudio recién publicado por Technavio.
"Las mejoras en las condiciones económicas, junto con un aumento en las preocupaciones de salud, y estrictas directrices de protección del medio ambiente han llevado a un aumento en el uso de productos de embalaje plástico de peso ligero, de alta barrera tales como bolsas con boquillas que son biodegradables y rentables", dice Sharan Raj , un analista líder de Technavio para la investigación de embalaje.
"Las mejoras en las condiciones económicas, junto con un aumento en las preocupaciones de salud, y estrictas directrices de protección del medio ambiente han llevado a un aumento en el uso de productos de embalaje plástico de peso ligero, de alta barrera tales como bolsas con boquillas que son biodegradables y rentables", dice Sharan Raj , un analista líder de Technavio para la investigación de embalaje.
 |
| https://www.toyo-seikan.co.jp/e/technique/img/pauti_spout_img02.jpg |
 |
| http://www.caspak.co.nz/media/wysiwyg/product-type-images/product-spouted-pouch.jpg |
El crecimiento del sector de productos lácteos, que creció entre 3% -3,5% en 2015 y el sector de bebidas energéticas, que se espera que aumente en un CAGR del 5% durante el período de pronóstico, está impulsando el crecimiento del mercado de la bolsa con boquilla.

Boquillas en jabones líquidos y detergentes
El embalaje de líquidos necesita una atención especial. Las opciones de embalaje rígido, tales como botellas, cajas y tarros que se utilizan para embalaje de líquidos ocupan mucho espacio en los anaqueles. Además, estos formatos de embalaje también son propensos a la rotura. Así, las bolsas plásticas han ganado popularidad en el embalaje de líquidos tales como jabones de baño líquidos, geles, jabones de manos, detergentes y desinfectantes. Sin embargo, como las bolsas plásticas son de naturaleza flexible, hay posibilidades de derrame de los líquidos durante el vaciado. Los fabricantes de bolsas han considerado las boquillas como la solución para este problema.
 |
| https://sc01.alicdn.com/kf/HTB1rC2BIFXXXXcUXVXXq6xXFXXX5/Promotional-Liquid-Stand-up-Pouch-with-Spout.jpg |
Boquillas en aceites y lubricantes
Los costos de logística, que son una preocupación importante en todas las industrias, son particularmente altos para las industrias de embalaje de líquidos tales como embalaje de grasa y aceite. Las bolsas con boquillas ofrecen un empaque a prueba de fugas con mayor portabilidad al tiempo que proporcionan protección premium durante el transporte, despacho y almacenamiento. Se prevé que el mercado global de bolsas con boquillas en estos segmentos crecerá a una tasa anual acumulada de más del 9% durante el período de pronóstico.
 |
| http://www.packagingdigest.com/sites/default/files/archive/www.packagingdigest.com/photo/298/298717-Universal_Lubricant_Eco_Ultra_motor_oil.jpg |
 |
| https://s-media-cache-ak0.pinimg.com/564x/e8/4a/b2/e84ab2b6567c5fa6a80092002548fcaa.jpg |
Plastics Today
04 Enero 2017
Una nueva investigación reafirma los lineamientos de FDA para capa externa virgen de PET como barrera
Estudio refuta la investigación previa que planteó dudas sobre la eficacia de PET virgen como una capa de barrera funcional cuando se coextruye con PET reciclado.
Un estudio europeo de 2016 planteó dudas acerca de la efectividad del PET virgen como una capa externa de barrera en un empaque multicapa que también contiene reciclado post-consumo (PCR). Pero las investigaciones más recientes utilizando simulaciones por computadora han reafirmado las pautas publicadas en 2006 por la Administración de Alimentos y Medicamentos de EUA (FDA, por sus siglas en inglés). Esas directrices (Guia para la Industria: Uso de Plásticos Reciclados en Embalaje Alimenticio: Consideraciones Químicas) establecen que con los elementos estructurales adecuados, una capa de capa virgen externa efectivamente actúa como una barrera funcional aceptable sobre materiales de RPC para el contacto con los alimentos.
Los resultados de este estudio más reciente fueron presentados primeramente en diciembre por PTi / Processing Technologies International (PTi), Aurora, Illinois, en la conferencia Extrusion 2016 de Plastics Technology. PTi llevó a cabo el estudio el año pasado en colaboración con Plastic Technologies, Inc. (PTI), Holland, Ohio, y Container Science Inc., Atlanta. Plastic Technologies Inc. es reconocida mundialmente como una de las principales fuentes de diseño de preformas y empaques, desarrollo de empaques, prototipado rápido, prototipado de pre-producción e ingeniería de evaluación de materiales para embalaje plástico.
Container Science Inc. fue fundada en enero de 2002 para ofrecer experiencia en ciencia de materiales para mejorar el desempeño básico, la calidad y la economía del PET y otros materiales de contenedores de plástico. La empresa (containerscience.com) proporciona un conocimiento fundamental de la química y la ciencia asociada con los contenedores de plástico, y traslada este entendimiento en soluciones prácticas que abordan las necesidades, problemas y oportunidades para esta industria.
Este estudio fue impulsado por un reciente informe de la industria europea de 2016 por el Dr. Frank Welle del Instituto Fraunhofer. Titulado Evaluación de Reciclados Detrás de Barreras Funcionales y presentado en Marzo pasado en la Conferencia de PET Reciclado para Contacto con Alimentos, el informe cuestionó la eficacia de una estructura A-B-A con reciclados de PET detrás de una barrera funcional y sugirió que la capa externa virgen podría contaminarse durante la extrusión haciendo inadecuada la barrera funcional.
Los hallazgos del informe europeo se basaron en pruebas de embalaje de PET reciclado a temperaturas elevadas de uso de hasta 100 °C (212 °F), lo cual no está de acuerdo con la recomendación de la FDA de 2006 (es decir, a temperatura ambiente e inferior) usando una capa virgen de PET con un mínimo de 25 micrones (1 mil) de espesor para encapsular los materiales de PET reciclado post consumo para aplicaciones directas de embalaje en contacto directo con alimentos.
El estudio PTi se propuso examinar la relevancia de la temperatura elevada de aplicación utilizada como parte de la Evaluación Fraunhofer y reafirmar el PET virgen como una barrera funcional adecuada y sus correspondientes directrices de la FDA. Los resultados de la simulación demuestran que una capa externa virgen de 25 micrones (1 ml) es una protección adecuada para un empaque de alimentos PET cuando se usa a temperatura ambiente.
En las estructuras de PET multicapa coextruidas, la FDA recomendó en 2006 una capa de capa externa virgen de 25 micrones (1 mil) de espesor para aplicaciones a temperatura ambiente y una capa externa de 50 micrones (2 mil) de espesor para uso a temperaturas más altas (hasta 150 °C/302 °F) para prevenir la penetración de los contaminantes que emigran de la capa central de PET reciclado del material de empaque dentro del alimento contenido. La capa externa virgen proporciona protección contra contacto insalubre o transferencia de tintas, adhesivos, productos químicos u otros materiales no destinados para consumo.
La simulación se centró en la migración en el cabezal y el bloque de alimentación. Esta se hizo a la temperatura de fusión típica de PET: 274-288 °C (525-550 °F). El informe de Fraunhofer mencionaba medidas de migración que se hicieron a 100 °C (212 °F) y llegó a conclusiones sobre la migración durante el proceso de extrusión. En realidad, los empaques de PET amorfo se usan a temperatura ambiental y sería relevante para medir la migración o realizar pruebas de desafío a temperatura ambiente. A la temperatura elevada de 100 °C (212 °F), el empaque de PET amorfo perdería su integridad estructural.
La Metodología
PTi realizó cuatro simulaciones de la prueba de desafío recomendada por la FDA (coextrusión de virgen/reciclado/virgen con 780 ppm de tolueno en el reciclado) como parte de este estudio. La ilustración de arriba ilustra un modelo del bloque de alimentación y cabezal que se usó para simular la permeación esperada de tolueno fuera de la capa central de reciclado. Las gráficas de la pág. 54-55 muestran la concentración prevista de tolueno en las capas central y externas al final del proceso de extrusión para las cuatro simulaciones. La tabla adjunta resume los datos de cuatro simulaciones diferentes que modelaron la producción de una lámina PET de 1 mm (40 mil) de espesor con una estructura de capas virgen/reciclado/virgen, 10/80/10 % a una velocidad combinada de 908 kg/hr (2000 lb/h).
La primera simulación asumió un extrusor mono tornillo convencional (es decir, sin capacidad de desvolatilización) que procesaba la capa central del 80% usando sólo escamas de PET reciclado. La segunda simulación cambió la formulación a una mezcla de 50% de reciclado post industrial (RPI) y 30 % de escamas de reciclado PET post consumo. La tercera simulación repitió la formulación utilizada durante la primera simulación, a la vez que agregó los beneficios de desvolatilización de una extrusora de doble tornillo con alto vacío alto utilizando un doble tornillo co-rotante Bandera HVTSE patentado. Y, por último, la cuarta simulación repitió la formulación de la segunda simulación, al tiempo que agregó los beneficios del proceso HVTSE.
Para cada una de estas cuatro simulaciones, los resultados demuestran que las capas externas virgenes mantienen su idoneidad como barrera funcional, ya que los espesores de la capa externa virgen no contaminada resultantes, exceden la recomendación de la FDA de 25 micrones (1 mil). La tercera y cuarta simulaciones demuestran además los beneficios de la desvolatilización utilizando el proceso sin secado HVTSE, el cual muestra que aumenta el espesor de la capa externa virgen no contaminada resultante (es decir, el espesor de la capa de barrera funcional resultante) debido a una reducción significativa de los niveles de concentración de contaminantes en la capa central.
En resumen, este estudio demostró efectivamente la importancia de varios factores con respecto a la migración de contaminantes, siendo la más significativa la correlación de mayores tasas de migración a temperaturas mayores de aplicación. En la evaluación de Fraunhofer, se informó que la velocidad de permeación a 100 ºC (212 °F) era rápida (el tiempo de penetración del contaminante a través de una capa externa de 12.5 micrones (0,5 mil) era de aproximadamente 1 día), pero a temperatura ambiente la velocidad era mucho más baja (Se predijo que el tiempo de pentracion contaminante equivalente era mayor de 100 años).
Otras conclusiones de este estudio indican que el tiempo de exposición durante el proceso de extrusión tiene cierto impacto, con los modelos de simulación que muestran la migración de contaminantes primarios ocurren en el area del bloque de alimentación y cabezal. Sin embargo, en esta zona, la migración se encuentra principalmente en la interfase y no a lo largo de la capa externa virgen.
Mas aun, este estudio demuestra que las capas externas vírgenes pueden permanecer sin contaminarse a un espesor de capa mayor de 25 micrones (1 mil), demostrando que la barrera funcional permanece intacta durante el proceso de extrusión y reafirmando las directrices de la FDA para su uso como una barrera eficaz. Simplemente, con los elementos estructurales adecuados, una capa externa virgen actúa como una barrera funcional aceptable sobre los materiales de reciclado post consumo para el contacto con los alimentos de acuerdo con las directrices originales establecidas por la FDA.
En última instancia, los envasadores de alimentos / procesadores de laminas deben demostrar a la FDA que su proceso de fabricación y el empaque producido cumplen con los requisitos de seguridad alimentaria pertinentes.
ACERCA DEL AUTOR: Sushant Jain es científico senior de aplicaciones y tecnología, para Processing Technologies LLC, Aurora, Illinois, un proveedor líder de sistemas completos de extrusión de láminas. Jain tiene 30 años de amplia experiencia en la industria plástica. Ha desempeñado papeles de liderazgo en I + D, desarrollo de productos y procesos y manufactura esbelta con las principales compañías de embalaje como Pactiv, American National Can, Amoco Foam Products y Continental Can. Ha desarrollado y comercializado contenedores para productos alimentarios / nutricionales. Contacto: (630) 585-5800; sjain@ptiextruders.com; Ptiextruders.com.
Sushant Jain
Plastics Technology
26 Marzo 2017
 |
| Fig 1: Este paquete de herramientas se usó para simular la permeabilidad esperada de tolueno fuera de la capa central de PET reciclado post consumo (RPC). |
 |
| Cada una de estas simulaciones demuestra que las capas virgenes externas mantienen su idoneidad como una barrera funcional desde que los espesores de la capa de capa virgen no contaminada resultantes exceden la recomendación de FDA de 25 micrones (1-mil). La tercera y cuarta simulaciones demuestran además los beneficios de desvolatilización usando el proceso HVTSE sin secado. |
Un estudio europeo de 2016 planteó dudas acerca de la efectividad del PET virgen como una capa externa de barrera en un empaque multicapa que también contiene reciclado post-consumo (PCR). Pero las investigaciones más recientes utilizando simulaciones por computadora han reafirmado las pautas publicadas en 2006 por la Administración de Alimentos y Medicamentos de EUA (FDA, por sus siglas en inglés). Esas directrices (Guia para la Industria: Uso de Plásticos Reciclados en Embalaje Alimenticio: Consideraciones Químicas) establecen que con los elementos estructurales adecuados, una capa de capa virgen externa efectivamente actúa como una barrera funcional aceptable sobre materiales de RPC para el contacto con los alimentos.
Los resultados de este estudio más reciente fueron presentados primeramente en diciembre por PTi / Processing Technologies International (PTi), Aurora, Illinois, en la conferencia Extrusion 2016 de Plastics Technology. PTi llevó a cabo el estudio el año pasado en colaboración con Plastic Technologies, Inc. (PTI), Holland, Ohio, y Container Science Inc., Atlanta. Plastic Technologies Inc. es reconocida mundialmente como una de las principales fuentes de diseño de preformas y empaques, desarrollo de empaques, prototipado rápido, prototipado de pre-producción e ingeniería de evaluación de materiales para embalaje plástico.
Container Science Inc. fue fundada en enero de 2002 para ofrecer experiencia en ciencia de materiales para mejorar el desempeño básico, la calidad y la economía del PET y otros materiales de contenedores de plástico. La empresa (containerscience.com) proporciona un conocimiento fundamental de la química y la ciencia asociada con los contenedores de plástico, y traslada este entendimiento en soluciones prácticas que abordan las necesidades, problemas y oportunidades para esta industria.
Este estudio fue impulsado por un reciente informe de la industria europea de 2016 por el Dr. Frank Welle del Instituto Fraunhofer. Titulado Evaluación de Reciclados Detrás de Barreras Funcionales y presentado en Marzo pasado en la Conferencia de PET Reciclado para Contacto con Alimentos, el informe cuestionó la eficacia de una estructura A-B-A con reciclados de PET detrás de una barrera funcional y sugirió que la capa externa virgen podría contaminarse durante la extrusión haciendo inadecuada la barrera funcional.
Los hallazgos del informe europeo se basaron en pruebas de embalaje de PET reciclado a temperaturas elevadas de uso de hasta 100 °C (212 °F), lo cual no está de acuerdo con la recomendación de la FDA de 2006 (es decir, a temperatura ambiente e inferior) usando una capa virgen de PET con un mínimo de 25 micrones (1 mil) de espesor para encapsular los materiales de PET reciclado post consumo para aplicaciones directas de embalaje en contacto directo con alimentos.
El estudio PTi se propuso examinar la relevancia de la temperatura elevada de aplicación utilizada como parte de la Evaluación Fraunhofer y reafirmar el PET virgen como una barrera funcional adecuada y sus correspondientes directrices de la FDA. Los resultados de la simulación demuestran que una capa externa virgen de 25 micrones (1 ml) es una protección adecuada para un empaque de alimentos PET cuando se usa a temperatura ambiente.
En las estructuras de PET multicapa coextruidas, la FDA recomendó en 2006 una capa de capa externa virgen de 25 micrones (1 mil) de espesor para aplicaciones a temperatura ambiente y una capa externa de 50 micrones (2 mil) de espesor para uso a temperaturas más altas (hasta 150 °C/302 °F) para prevenir la penetración de los contaminantes que emigran de la capa central de PET reciclado del material de empaque dentro del alimento contenido. La capa externa virgen proporciona protección contra contacto insalubre o transferencia de tintas, adhesivos, productos químicos u otros materiales no destinados para consumo.
La simulación se centró en la migración en el cabezal y el bloque de alimentación. Esta se hizo a la temperatura de fusión típica de PET: 274-288 °C (525-550 °F). El informe de Fraunhofer mencionaba medidas de migración que se hicieron a 100 °C (212 °F) y llegó a conclusiones sobre la migración durante el proceso de extrusión. En realidad, los empaques de PET amorfo se usan a temperatura ambiental y sería relevante para medir la migración o realizar pruebas de desafío a temperatura ambiente. A la temperatura elevada de 100 °C (212 °F), el empaque de PET amorfo perdería su integridad estructural.
La Metodología
PTi realizó cuatro simulaciones de la prueba de desafío recomendada por la FDA (coextrusión de virgen/reciclado/virgen con 780 ppm de tolueno en el reciclado) como parte de este estudio. La ilustración de arriba ilustra un modelo del bloque de alimentación y cabezal que se usó para simular la permeación esperada de tolueno fuera de la capa central de reciclado. Las gráficas de la pág. 54-55 muestran la concentración prevista de tolueno en las capas central y externas al final del proceso de extrusión para las cuatro simulaciones. La tabla adjunta resume los datos de cuatro simulaciones diferentes que modelaron la producción de una lámina PET de 1 mm (40 mil) de espesor con una estructura de capas virgen/reciclado/virgen, 10/80/10 % a una velocidad combinada de 908 kg/hr (2000 lb/h).
La primera simulación asumió un extrusor mono tornillo convencional (es decir, sin capacidad de desvolatilización) que procesaba la capa central del 80% usando sólo escamas de PET reciclado. La segunda simulación cambió la formulación a una mezcla de 50% de reciclado post industrial (RPI) y 30 % de escamas de reciclado PET post consumo. La tercera simulación repitió la formulación utilizada durante la primera simulación, a la vez que agregó los beneficios de desvolatilización de una extrusora de doble tornillo con alto vacío alto utilizando un doble tornillo co-rotante Bandera HVTSE patentado. Y, por último, la cuarta simulación repitió la formulación de la segunda simulación, al tiempo que agregó los beneficios del proceso HVTSE.
Para cada una de estas cuatro simulaciones, los resultados demuestran que las capas externas virgenes mantienen su idoneidad como barrera funcional, ya que los espesores de la capa externa virgen no contaminada resultantes, exceden la recomendación de la FDA de 25 micrones (1 mil). La tercera y cuarta simulaciones demuestran además los beneficios de la desvolatilización utilizando el proceso sin secado HVTSE, el cual muestra que aumenta el espesor de la capa externa virgen no contaminada resultante (es decir, el espesor de la capa de barrera funcional resultante) debido a una reducción significativa de los niveles de concentración de contaminantes en la capa central.
En resumen, este estudio demostró efectivamente la importancia de varios factores con respecto a la migración de contaminantes, siendo la más significativa la correlación de mayores tasas de migración a temperaturas mayores de aplicación. En la evaluación de Fraunhofer, se informó que la velocidad de permeación a 100 ºC (212 °F) era rápida (el tiempo de penetración del contaminante a través de una capa externa de 12.5 micrones (0,5 mil) era de aproximadamente 1 día), pero a temperatura ambiente la velocidad era mucho más baja (Se predijo que el tiempo de pentracion contaminante equivalente era mayor de 100 años).
Otras conclusiones de este estudio indican que el tiempo de exposición durante el proceso de extrusión tiene cierto impacto, con los modelos de simulación que muestran la migración de contaminantes primarios ocurren en el area del bloque de alimentación y cabezal. Sin embargo, en esta zona, la migración se encuentra principalmente en la interfase y no a lo largo de la capa externa virgen.
Mas aun, este estudio demuestra que las capas externas vírgenes pueden permanecer sin contaminarse a un espesor de capa mayor de 25 micrones (1 mil), demostrando que la barrera funcional permanece intacta durante el proceso de extrusión y reafirmando las directrices de la FDA para su uso como una barrera eficaz. Simplemente, con los elementos estructurales adecuados, una capa externa virgen actúa como una barrera funcional aceptable sobre los materiales de reciclado post consumo para el contacto con los alimentos de acuerdo con las directrices originales establecidas por la FDA.
En última instancia, los envasadores de alimentos / procesadores de laminas deben demostrar a la FDA que su proceso de fabricación y el empaque producido cumplen con los requisitos de seguridad alimentaria pertinentes.
ACERCA DEL AUTOR: Sushant Jain es científico senior de aplicaciones y tecnología, para Processing Technologies LLC, Aurora, Illinois, un proveedor líder de sistemas completos de extrusión de láminas. Jain tiene 30 años de amplia experiencia en la industria plástica. Ha desempeñado papeles de liderazgo en I + D, desarrollo de productos y procesos y manufactura esbelta con las principales compañías de embalaje como Pactiv, American National Can, Amoco Foam Products y Continental Can. Ha desarrollado y comercializado contenedores para productos alimentarios / nutricionales. Contacto: (630) 585-5800; sjain@ptiextruders.com; Ptiextruders.com.
Sushant Jain
Plastics Technology
26 Marzo 2017
Suscribirse a:
Entradas (Atom)








